
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Elektroteknik
som följer ur den statiska karakteristiken (fig. 1).
För bedömning av en svetsgenerators driftegenskaper
är den dynamiska karakteristiken avgjort mycket
viktigare än den statiska karakteristiken. Man inser
detta utan vidare, om man granskar svetsprocessens
olika faser.
A. Ljusbågens tandning.
Svetsproeessen inledes genom att arbetsstycket
beröres med elektroden. Yid belagda elektroder slår
ibland en gnista över och tänder ljusbågen, innan en
metallisk kontakt hunnit utbilda sig. Men i
allmänhet åstadkommer en van svetsare metallisk ledning
under en hundradels till några hundradels sekunder.
När sedan elektroden lyftes, tändes en ljusbåge
mellan elektroden och arbetsstycket och svetsningen
börjar.
För generatorn betyder den metalliska kontakten
mellan elektrod och arbetsstycke en plötslig
kortslutning vid tomgång. Om den härpå reagerar med
en våldsam strömstöt, inträffar det lätt, att
elektroden fastsvetsas vid arbetsstycket. Även om så ej
sker, utan tändningen i företa ögonblicket lyckas,
kan vid blanka elektroder det magnetiska fältet
åstadkomma en så stark blåsverkan på ljusbågen,
att stor yrkesskicklighet kräves för att förhindra
ljusbågens slocknande. I praktiken visar det sig, att
dessa svårigheter stiga med elektrodtjockleken och
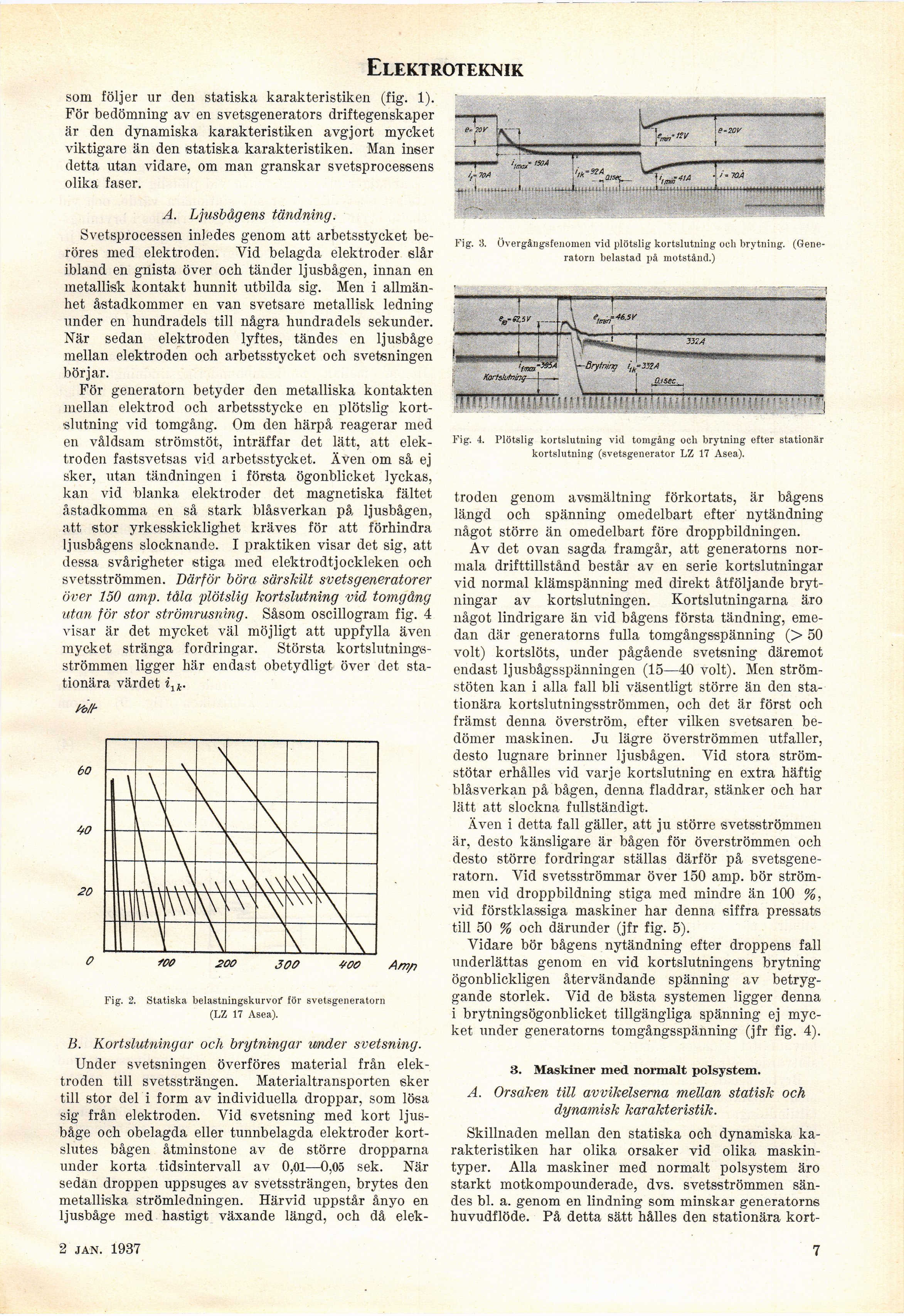
svetsströmmen. Därför böra särskilt svetsgeneratorer
över 150 amp. tåla plötslig kortslutning vid tomgång
utan för stor strömrusning. Såsom oscillogram fig. 4
visar är det mycket väl möjligt att uppfylla även
mycket stränga fordringar. Största
kortslutningsströmmen ligger här endast obetydligt över det
stationära värdet illc.
H>/h
60
W
20
O
Fig. 2. Statiska belastningskurvof för svetsgeneratorn
(LZ 17 Asea).
B. Kortslutningar och brytningar under svetsning.
Under svetsningen överföres material från
elektroden till svetssträngen. Materialtransporten sker
till stor del i form av individuella droppar, som lösa
sig från elektroden. Yid svetsning med kort
ljusbåge och obelagda eller tunnbelagda elektroder
kort-slutes bågen åtminstone av de större dropparna
under korta tidsintervall av 0,01—0,05 sek. När
sedan droppen uppsuges av svetssträngen, brytes den
metalliska strömledningen. Härvid nppstår ånyo en
ljusbåge med hastigt växande längd, och då elek-
Fig. 3. Övergångsfenomen vid plötslig kortslutning och brytning.
(Generatorn belastad på motstånd.)
Fig. 4. Plötslig kortslutning vid tomgång och brytning efter stationär
kortslutning (svetsgenerator LZ 17 Asea).
troden genom avsmältning förkortats, är bågens
längd och spänning omedelbart efter nytändning
något större än omedelbart före droppbildningen.
Av det ovan sagda framgår, att generatorns
normala drifttillstånd består av en serie kortslutningar
vid normal klämspänning med direkt åtföljande
brytningar av kortslutningen. Kortslutningarna äro
något lindrigare än vid bågens första tandning,
emedan där generatorns fulla tomgångsspänning (> 50
voit) kortslöts, under pågående svetsning däremot
endast ljusbågsspänningen (15—40 voit). Men
strömstöten kan i alla fall bli väsentligt större än den
stationära kortslutningsströmmen, och det är först och
främst denna överström, efter vilken svetsaren
bedömer maskinen. Ju lägre överströmmen utfaller,
desto lugnare brinner ljusbågen. Vid stora
strömstötar erhålles vid varje kortslutning en extra häftig
blåsverkan på bågen, denna fladdrar, stänker och har
lätt att slockna fullständigt.
Även i detta fall gäller, att ju större svetsströmmen
är, desto känsligare är bågen för överströmmen och
desto större fordringar ställas därför på
svetsgeneratorn. Vid svetsströmmar över 150 amp. bör
strömmen vid droppbildning stiga med mindre än 100 %,
vid förstklassiga maskiner har denna siffra pressats
till 50 % och därunder (jfr fig. 5).
Vidare bör bågens nytändning efter droppens fall
underlättas genom en vid kortslutningens brytning
ögonblickligen återvändande spänning av
betryggande storlek. Vid de bästa systemen ligger denna
i brytningsögonblicket tillgängliga spänning ej
mycket under generatorns tomgångsspänning (jfr fig. 4).
3. Maskiner med normalt polsystem.
A. Orsaken till avvikelserna mellan statisk och
dynamisk karakteristik.
Skillnaden mellan den statiska och dynamiska
karakteristiken har olika orsaker vid olika
maskintyper. Alla maskiner med normalt polsystem äro
starkt motkompounderade, dvs. svetsströmmen
sändes bl. a. genom en lindning som minskar generatorns
huvudflöde. På detta sätt hålles den stationära kort-
2 jan. 1937
ir>
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}