
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Mekanik
Fig. 2. Messers enkla flerflambrännare för
mantel-härdning.
ning, varigenom en streekhärdning äger rum.
Metoden användes exempelvis vid härdning av slitytorna
å kugghjul och hjul, vidare för räls vid korsningar,
särskilt utsatta kurvor, växeltungor etc. samt
kulisser och glidbanor, samt giver ett fullkomligt
likformigt härdningsskikt.
Yid härdning av slutna ytor, exempelvis cylindrar,
där brännaren återkommer till den punkt, där
härdningen började, sker på detta ställe en utglödgning,
varigenom en linjéformig zon blir mjuk. Denna mjuka
linje är mindre önskvärd men utjämnas genom att
densamma placeras snett i förhållande till kroppens
rotationsaxel.
Utom dessa huvudförfaranden använder man sig
av en kombination mellan båda, den s. k.
"spiral-härdningen". Denna förekommer huvudsakligen vid
rotationskroppar med större yta än 700 cm2 och
mindre diameter än 150 mm. Spiralförfarandet
möjliggör härdning av axlar och tappar av godtycklig
längd. Brännaren och duschen äro här anordnade
efter varandra samt röra sig utmed den roterande
axeln på samma sätt som stålet i en svarv. Genom
lämplig anordning av brännare och dusch samt rätt
avpassad rotationshastighet har det nyligen lyckats
att utveckla metoden därhän, att en fullkomligt
homogen härdningszon erhålles, utan att spiralformiga
mjuka ställen uppträda. Vid rotationskroppar med
stor yta och mer än 150 mm diameter förfares på
liknande sätt, men med den skillnaden att i likhet
med streekhärdning en långsam rörelse äger rum
mellan brännare jämte dusch samt materialet, varvid
emellertid en några mm bred spiralformig mjuk zon
bildas. Om denna icke kan godkännas, måste man
tillgripa följande sätt. Det beträffande föremålet
lagras lodrätt samt bringas att rotera, under det att
en brännare med inbyggd dusch ringformigt omsluter
detsamma samt rör sig underifrån och upp. I detta
fall måste emellertid den av lågorna bildade ringen
vara exakt avpassad efter härdningsmaterialets
diameter.
5. Brännare.
De brännare, som vid ythärdning komma till
användning, arbeta med betydande gasmängder och
böra därför med hänsyn till riskfrihet och driftsäker-
18 sept. 1937
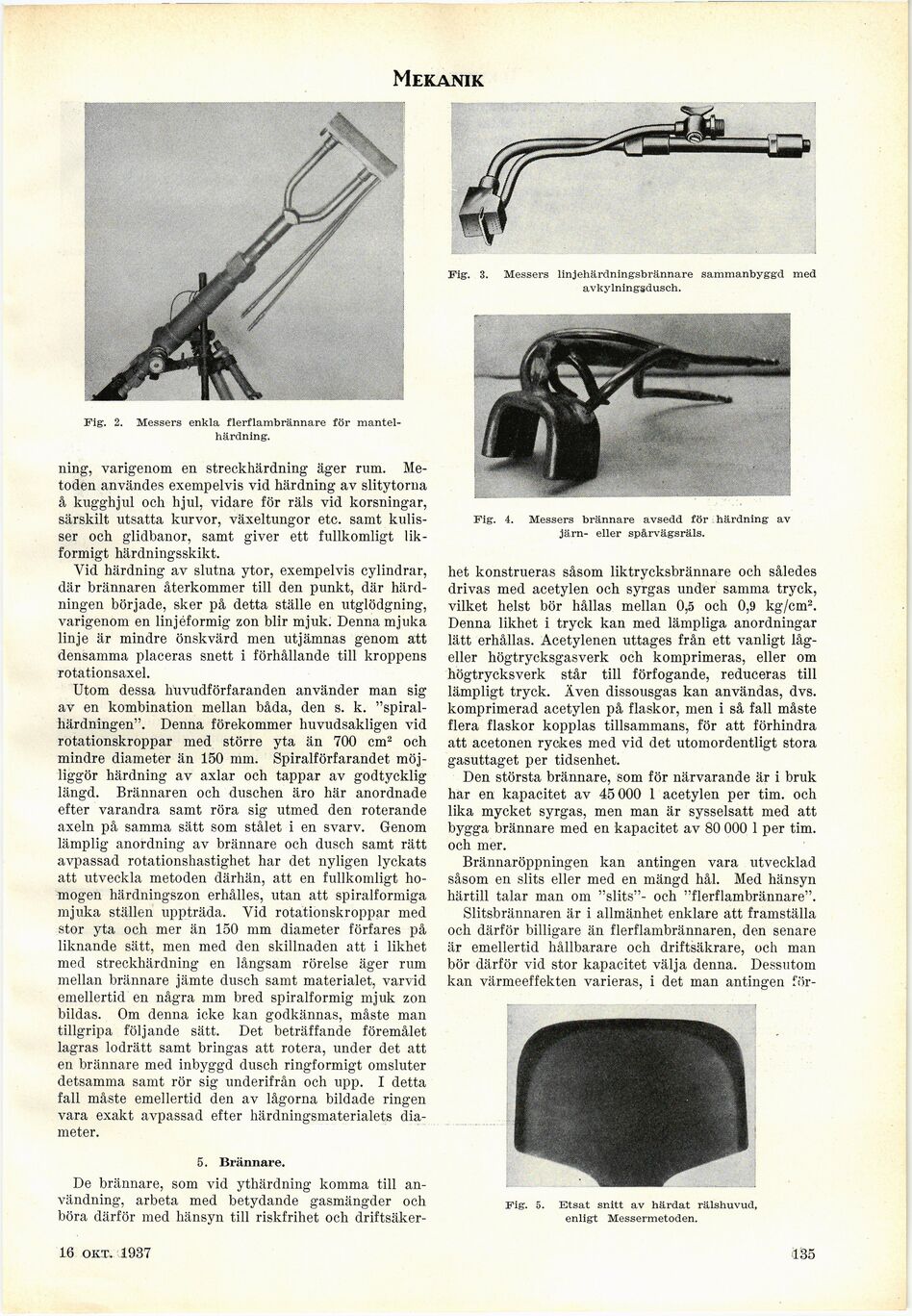
Fig. 3. Messers linjehärdningsbrännare sammanbyggd med
avkylningsdusch.
Fig. 4. Messers brännare avsedd för härdning av
järn- eller spårvägsräls.
het konstrueras såsom liktrycksbrännare och således
drivas med acetylen och syrgas under samma tryck,
vilket helst bör hållas mellan 0,5 och 0,9 kg/cm2.
Denna likhet i tryck kan med lämpliga anordningar
lätt erhållas. Acetylenen uttages från ett vanligt
låg-eller högtrycksgasverk och komprimeras, eller om
högtrycksverk står till förfogande, reduceras till
lämpligt tryck. Även dissousgas kan användas, dvs.
komprimerad acetylen på flaskor, men i så fall måste
flera flaskor kopplas tillsammans, för att förhindra
att acetonen ryckes med vid det utomordentligt stora
gasuttaget per tidsenhet.
Den största brännare, som för närvarande är i bruk
har en kapacitet av 45 000 1 acetylen per tim. och
lika mycket syrgas, men man är sysselsatt med att
bygga brännare med en kapacitet av 80 000 1 per tim.
och mer.
Brännaröppningen kan antingen vara utvecklad
såsom en slits eller med en mängd hål. Med hänsyn
härtill talar man om "slits"- och "flerflambrännare".
Slitsbrännaren är i allmänhet enklare att framställa
och därför billigare än flerflambrännaren, den senare
är emellertid hållbarare och driftsäkrare, och man
bör därför vid stor kapacitet välja denna. Dessutom
kan värmeeffekten varieras, i det man antingen för-
Fig. 5. Etsat snitt av härdat rälshuvud,
enligt Messermetoden.
135
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}