
Full resolution (JPEG) - On this page / på denna sida - Häfte 17. 30 april 1938. Specialnummer: Vardagsrationalisering - Elektrisk bågsvetsning, av Sture Lundgren

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
erfarenhet för ett par år sedan vid en explosion i
förliga tanken på ett oljetransportfartyg, där svetsning
och nitning i kombination kommit till användning.
Ett gott prov på bågsvetsade skarvars
tillförlitlighet visar fig. 12. Förutsatt 100 % effektivitet i
skarven skulle beräkningsenligt tryckkärlets mantel
brista vid ett inre tryck av 172 kg/cm2. Vid 184
kg/cm2 brast kärlet 80 mm från svetsen och hade då
ökat 40 mm i diam. och 20 mm i längd på de
ursprungliga måtten 310 X 605 mm resp.
Svetsskarvarnas höga relativa hållfasthet,
varigenom konstruktionsmaterialet kan fullt utnyttjas,
möjliggör redan i och för sig en avsevärd
materialbesparing, vilken dessutom vid jämförelse med nitade
konstruktioner gynnas genom bortfallandet av
överlappningar och strimlor. Svetsningen medger en
frihet beträffande den konstruktiva utformningen, som
tillnärmelsevis ej existerar vid nitade eller gjutna
utföranden. Möjligheten att använda högklassigt
valsat material i stället för gjutgods öppnar dessutom
möjligheter till avsevärd viktbesparing och i många
fall även till minskade bearbetningskostnader.
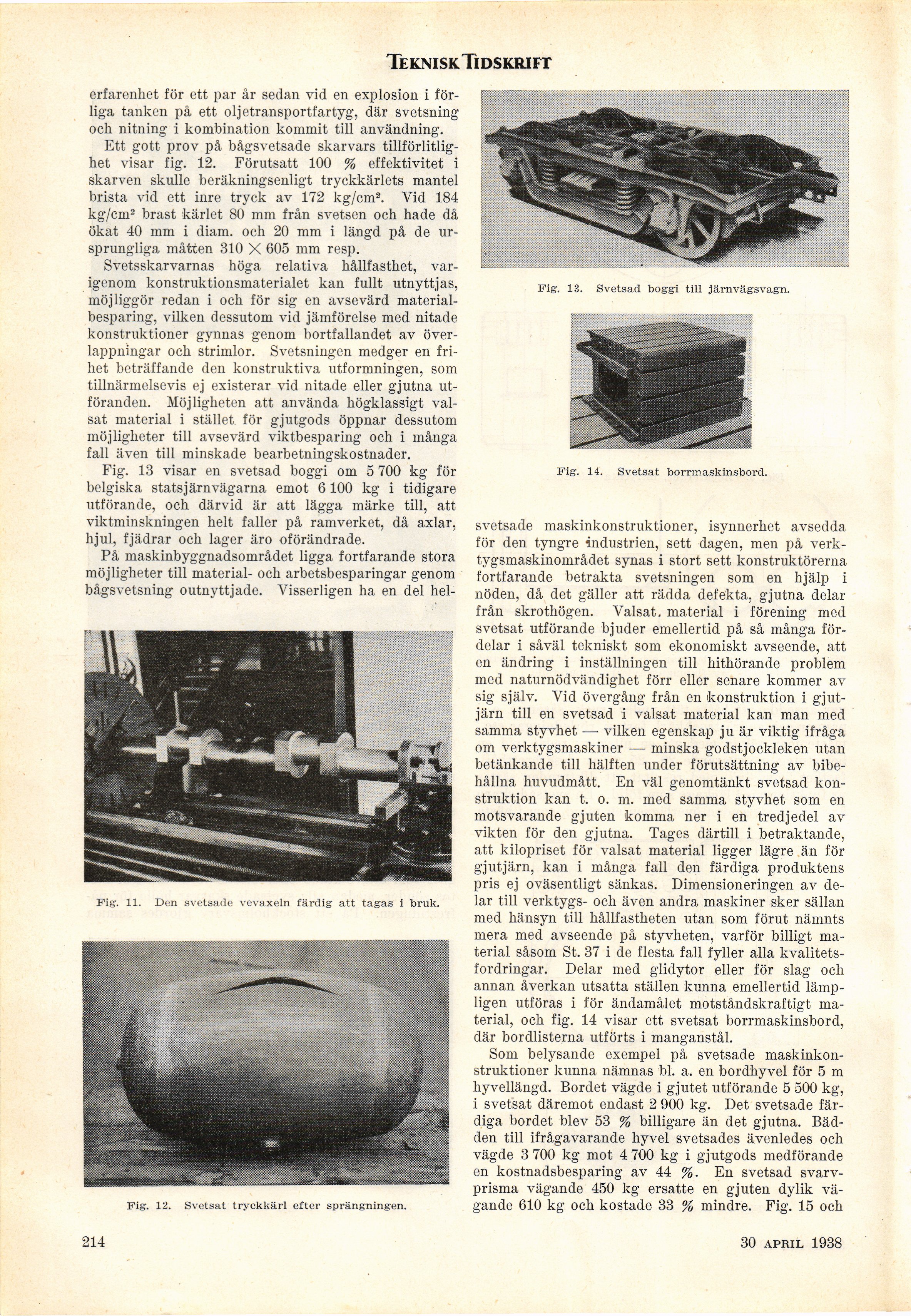
Fig. 13 visar en svetsad boggi om 5 700 kg för
belgiska statsjärnvägarna emot 6100 kg i tidigare
utförande, och därvid är att lägga märke till, att
viktminskningen helt faller på ramverket, då axlar,
hjul, fjädrar och lager äro oförändrade.
På maskinbyggnadsområdet ligga fortfarande stora
möjligheter till material- och arbetsbesparingar genom
bågsvetsning outnyttjade. Visserligen ha en del hel-
Fig. 12. Svetsat tryckkärl efter sprängningen.
Fig. 13. Svetsad boggi till järnvägsvagn.
Fig. 14. Svetsat borrmaskinsbord.
svetsade maskinkonstruktioner, isynnerhet avsedda
för den tyngre industrien, sett dagen, men på
verktygsmaskinområdet synas i stort sett konstruktörerna
fortfarande betrakta svetsningen som en hjälp i
nöden, då det gäller att rädda defekta, gjutna delar
från skrothögen. Valsat, material i förening med
svetsat utförande bjuder emellertid på så många
fördelar i såväl tekniskt som ekonomiskt avseende, att
en ändring i inställningen till hithörande problem
med naturnödvändighet förr eller senare kommer av
sig själv. Vid övergång från en konstruktion i
gjutjärn till en svetsad i valsat material kan man med
samma styvhet — vilken egenskap ju är viktig ifråga
om verktygsmaskiner — minska godstjockleken utan
betänkande till hälften under förutsättning av
bibehållna huvudmått. En väl genomtänkt svetsad
konstruktion kan t. o. m. med samma styvhet som en
motsvarande gjuten komma ner i en tredjedel av
vikten för den gjutna. Tages därtill i betraktande,
att kilopriset för valsat material ligger lägre än för
gjutjärn, kan i många fall den färdiga produktens
pris ej oväsentligt sänkas. Dimensioneringen av
delar till verktygs- och även andra maskiner sker sällan
med hänsyn till hållfastheten utan som förut nämnts
mera med avseende på styvheten, varför billigt
material såsom St. 37 i de flesta fall fyller alla
kvalitetsfordringar. Delar med glidytor eller för slag och
annan åverkan utsatta ställen kunna emellertid
lämpligen utföras i för ändamålet motståndskraftigt
material, och fig. 14 visar ett svetsat borrmaskinsbord,
där bordlisterna utförts i manganstål.
Som belysande exempel på svetsade
maskinkonstruktioner kunna nämnas bl. a. en bordhyvel för 5 m
hyvellängd. Bordet vägde i gjutet utförande 5 500 kg,
i svetsat däremot endast 2 900 kg. Det svetsade
färdiga bordet blev 53 % billigare än det gjutna.
Bädden till ifrågavarande hyvel svetsades ävenledes och
vägde 3 700 kg mot 4 700 kg i gjutgods medförande
en kostnadsbesparing av 44 %. En svetsad
svarvprisma vägande 450 kg ersatte en gjuten dylik
vägande 610 kg och kostade 33 % mindre. Fig. 15 och
214
30 april 1938
Fig. 11. Den svetsade vevaxeln färdig att tagas i bruk.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}