
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Skeppsbyggnadskonst och Flygteknik
planstrafik per personkilometer 0,26—0,28 kr. och vid
luftskeppstrafik 0,24 kr. Om därför en atlantångare,
som vid sidan av personbefordran även tager in
betydliga inkomster av frakt och post utan särskilda
merkostnader, till en viss grad uppvisar lägre
självkostnader, så är skillnaden gentemot lufttrafiken dock
förhållandevis ringa.
Undersökningsresultaten i tabellen göra
naturligtvis icke anspråk på att vara exakta utan endast rik-
tiga till sin storleksordning, men de baseras dock i
sådan utsträckning på verklighetsmaterial, att de
kunna erbjuda tillförlitliga hållpunkter för framtida
samarbete mellan transatlantisk sjöfart och luftfart.
Så mycket kan i varje fall utläsas av dessa siffror,
att en konkurrens mellan båt- och lufttrafik på
transoceana linjer kan förväntas i framtiden, och det vore
givetvis till fördel för hela saken, om det från början
lades på samarbetsbogen.
Den elektriska svetsningen inom varvsindustrien.
Av dr-ing. S. SANDELOWSKY, Stockholm.1
När en ny fabrikationsmetod fått fast mark under
fötterna och accepterats av den stora tekniska
allmänheten och till och med godkänts av vederbörande
myndigheter, är det berättigat att undersöka, var
anledningen till denna utveckling är att finna. Är det
ekonomiska skäl, som framtvingat den nya metodens
användning, eller hava de tekniska och konstruktiva
fördelarna varit orsaken?
’Till nya fabrikationsmetoder räknar man bl. a.
svetsningen, i synnerhet den elektriska svetsningen,
och här kan man påstå, att svetsningens snabba
utveckling och framgångsrika användning helt och
hållet beror på att detta förbindningssätt är det
enda logiska, vilket medför både ekonomiska och
tekniska fördelar. De gamla, s. k. klassiska
förbindningarna, framförallt skruv- och nitförbindningarna,
voro så bristfälliga, att det var relativt lätt för det
nya förbindningssystemet, speciellt bågsvetsningen,
att mer och mer tillbakatränga dessa äldre
förbindningsmetoder och så småningom, av tendensen att
döma, bli allenarådande.
Några enkla exempel, som i hög grad gälla icke
minst för skeppsbyggnadsindustrien, få belysa detta
påstående.
Vid förbindning av plåtar, profiler osv. strävar man
efter att upprätthålla det ursprungliga tvärsnittet
även i själva förbandet, så att en sammanträngning
av kraftlinjeflödet i möjligaste mån undvikes.
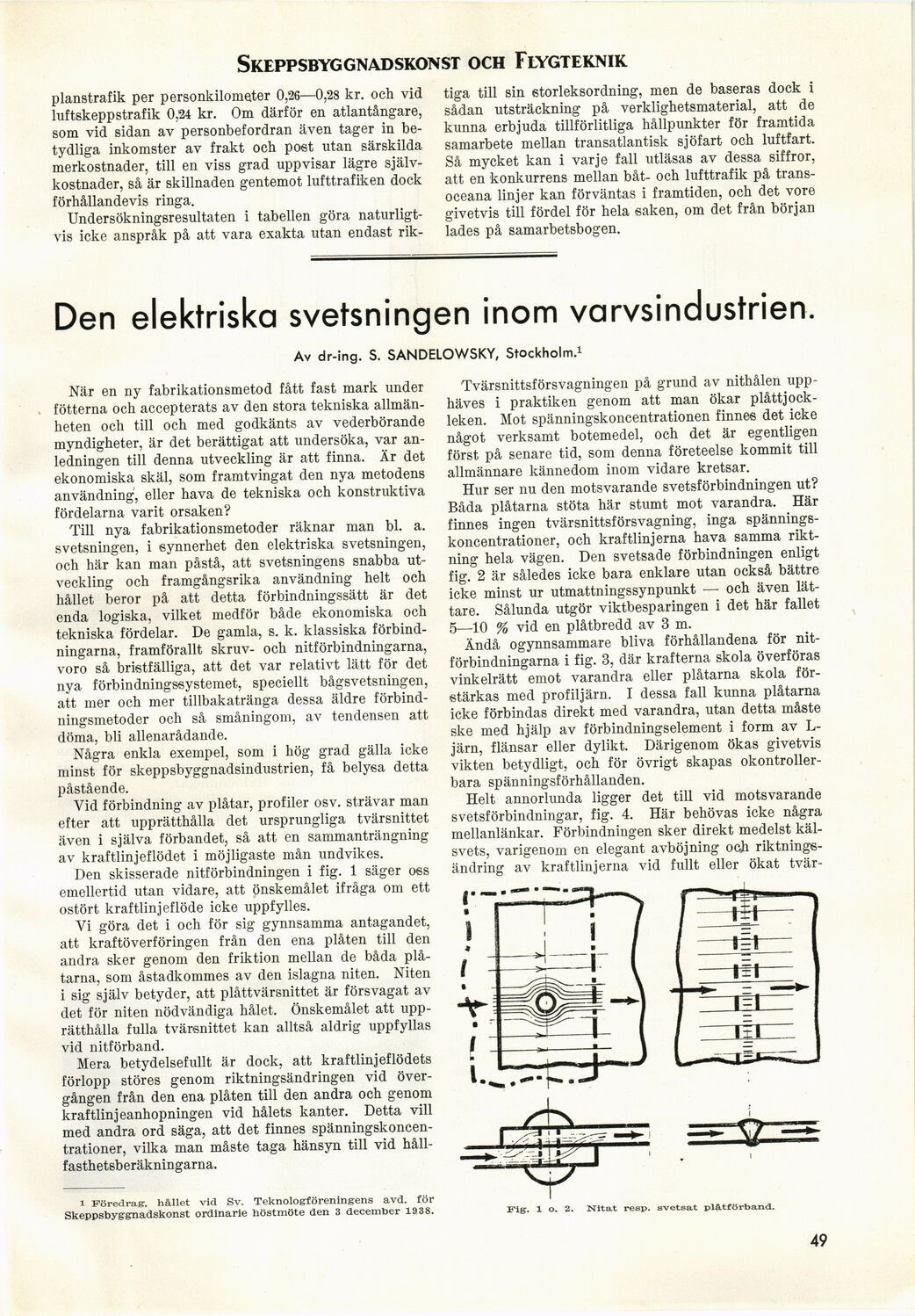
Den skisserade nitförbindningen i fig. 1 säger oss
emellertid utan vidare, att önskemålet ifråga om ett
ostört kraftlinjeflöde icke uppfylles.
Vi göra det i och för sig gynnsamma antagandet,
att kraftöverföringen från den ena plåten till den
andra sker genom den friktion mellan de båda
plåtarna, som åstadkommes av den islagna niten. Niten
i sig själv betyder, att plåttvärsnittet är försvagat av
det för niten nödvändiga hålet. Önskemålet att
upprätthålla fulla tvärsnittet kan alltså aldrig uppfyllas
vid nitförband.
Mera betydelsefullt är dock, att kraftlinj ef lodets
förlopp stores genom riktningsändringen vid
övergången från den ena plåten till den andra och genom
kraftlinj eanhopningen vid hålets kanter. Detta vill
med andra ord säga, att det finnes
spänningskoncentrationer, vilka man måste taga hänsyn till vid
hållfasthetsberäkningarna.
Tvärsnittsförsvagningen på grund av nithålen
upphäves i praktiken genom att man ökar
plåttjockleken. Mot spänningskoncentrationen finnes det icke
något verksamt botemedel, och det är egentligen
först på senare tid, som denna företeelse kommit till
allmännare kännedom inom vidare kretsar.
Hur ser nu den motsvarande svetsförbindningen ut?
Båda plåtarna stöta här stumt mot varandra. Här
finnes ingen tvärsnittsförsvagning, inga
spännings-koncentrationer, och kraftlinjerna hava samma
riktning hela vägen. Den svetsade förbindningen enligt
fig. 2 är således icke bara enklare utan också bättre
icke minst ur utmattningssynpunkt — och även
lättare. Sålunda utgör viktbesparingen i det här fallet
5—10 % vid en plåtbredd av 3 m.
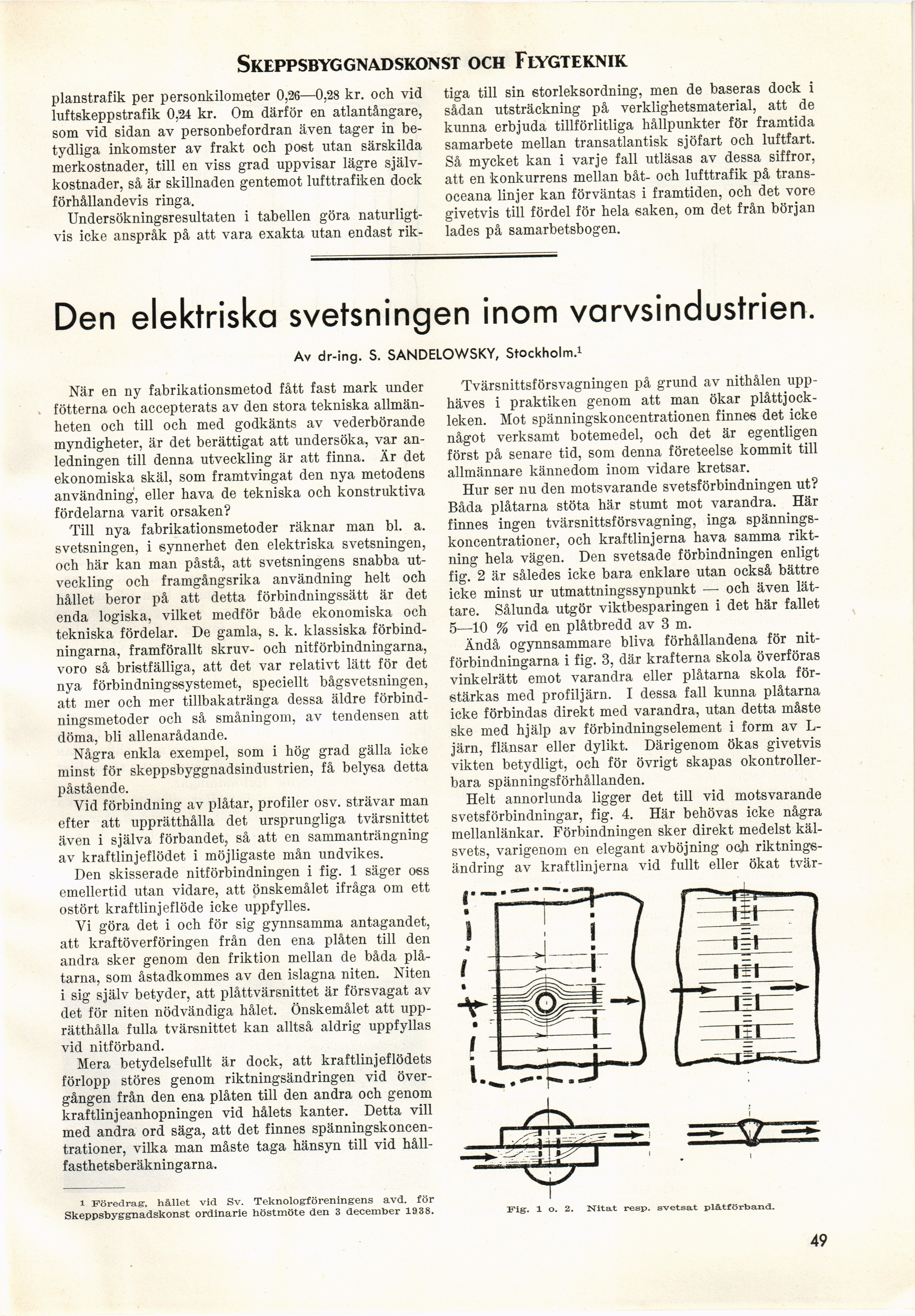
Ändå ogynnsammare bliva förhållandena för
nitförbindningarna i fig. 3, där krafterna skola överföras
vinkelrätt emot varandra eller plåtarna skola
förstärkas med prof il järn. I dessa fall kunna plåtarna
icke förbindas direkt med varandra, utan detta måste
ske med hjälp av förbindningselement i form av
L-järn, flänsar eller dylikt. Därigenom ökas givetvis
vikten betydligt, och för övrigt skapas
okontrollerbara spänningsförhållanden.
Helt annorlunda ligger det till vid motsvarande
svetsförbindningar, fig. 4. Här behövas icke några
mellanlänkar. Förbindningen sker direkt medelst
käl-svets, varigenom en elegant avböjning och
riktningsändring av kraftlinjerna vid fullt eller ökat tvär-
i Föredrag-, hållet vid Sv. Teknologföreningens avd. för
Skeppsbyggnadskonst ordinarie höstmöte den 3 december 1938.
X~7
Fig. 1 o. 2. Nitat resp. svetsat plå.tförban<l.
49
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}