
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
eljest lätt genom felaktig påfyllning i gjutet
kunna förorsaka slaggigt gods.
Silkärnor och i vissa fall silbleck eller stålull
användas i ganska stor utsträckning. Silkärnor
äro perforerade kärnor, som insättas i nedgjutet
eller fördelningskanalen för att sila bort sand och
oxidpartiklar. Troligen är deras silningseffekt
mycket ringa men genom att skära ned
gjuthas-tigheten motverka de turbulens och
luftnedsug-ning samt ge slaggpartiklar och sand lid att flyta
upp och fastna i de slaggdammar och slaggfällor,
som finnas inlagda i gjutkanalen. Gjuthastigheten
kan eljest minskas genom en på lämplig plats
utformad förträngning i gjutkanalen.
I allmänhet praktiseras stigande gjutning, dvs.
metallen ledes in vid formens botten och får stiga
upp. Fallande gjutning, t.ex. genom sjunkhuvud
användes endast i undantagsfall och i så fall
endast för enklare typer av gods.
Ett stort antal av de viktigare
nonferrolege-ringarna undergå en betydande volymminskning
vid övergången från flytande till fast tillstånd
exempelvis aluminiumbrons, manganmässing,
ki-selbrons samt de vanliga aluminium- och
magnesiumlegeringarna. Problemet att eftermata gods
av dessa legeringar under stelningen genom rätt
utformning och placering av gjut och
sjunkhuvu-den är icke lätt.
Amerikanarna ha ägnat stor uppmärksamhet
åt vad de kalla "directional solidification", dvs.
svalning och progressiv stelning i en eller flera
bestämda riktningar. Praktiskt innebär detta, att
formen utföres så att godset börjar stelna vid ett
fåtal bestämda punkter — helst endast en — och
att stelningen fortskrider från denna eller dessa
utan avbrott och så att sjunkhuvudena bli de sist
stelnade delarna. Denna grundregel var i princip
känd och erkänd av snart sagt alla gjuterimän
långt innan den började ventileras i litteraturen,
men trots detta visade det sig att gjutarna ofta
syndade mot den vid gjut- och kokillplacering;
icke minst syntes konstruktörerna vara
fullständigt ovetande om hur stelningen fortskrider i en
pjäs och hur denna bör utformas med hänsyn
härtill. Detta är sannolikt huvudorsakerna till
den omfattande publiciteten kring detta ämne.
Man har i stor utsträckning sökt använda
sjunkhuvuden, som placeras vid sidan av själva
biten och som ofta icke nå upp till formens yta,
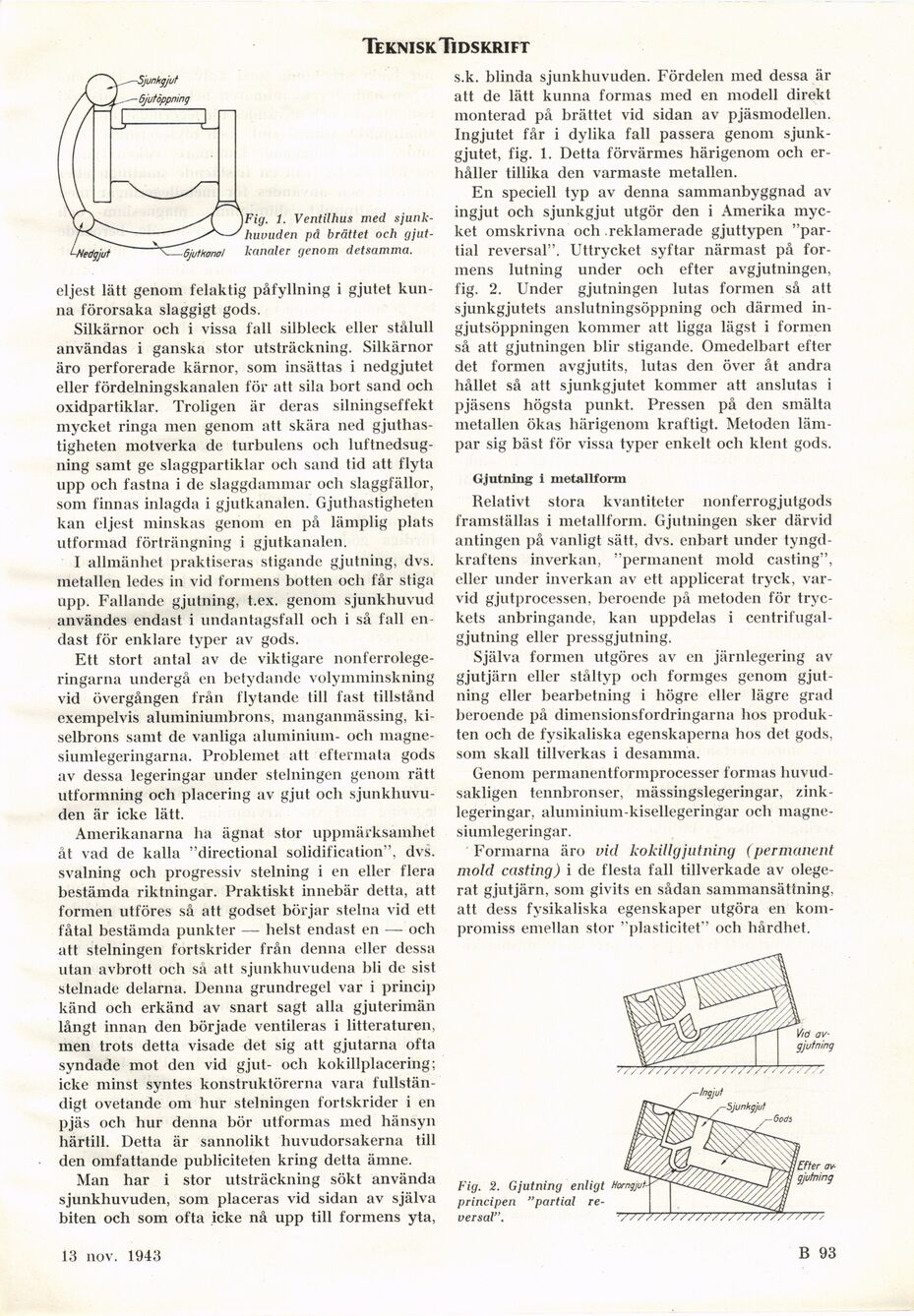
s.k. blinda sjunkhuvuden. Fördelen med dessa är
att de lätt kunna formas med en modell direkt
monterad på brättet vid sidan av pjäsmodellen.
Ingjutet får i dylika fall passera genom
sjunk-gjutet, fig. 1. Detta förvärmes härigenom och
erhåller tillika den varmaste metallen.
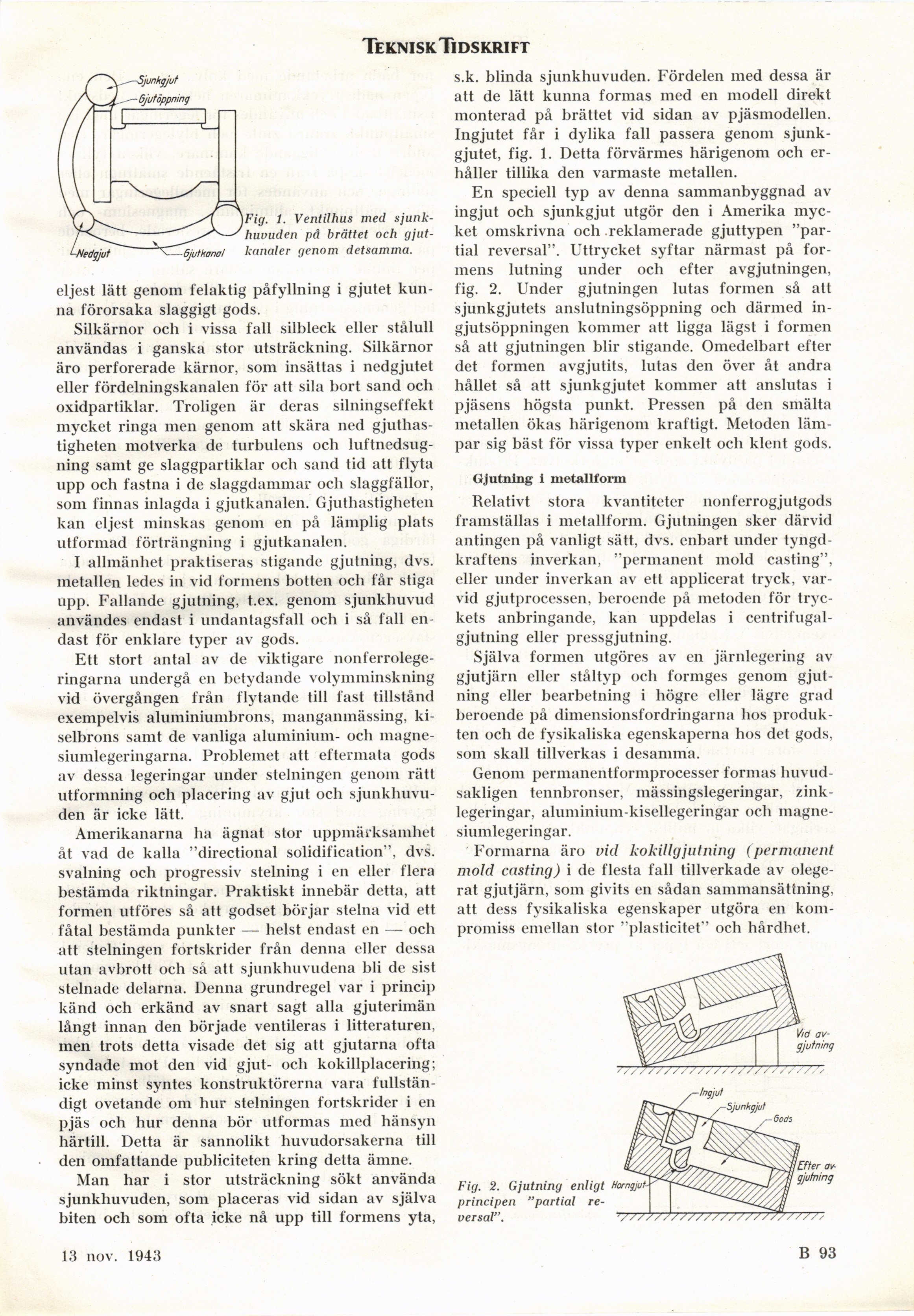
En speciell typ av denna sammanbyggnad av
ingjut och sjunkgjut utgör den i Amerika
mycket omskrivna och reklamerade gjuttypen
"partial reversal". Uttrycket syftar närmast på
formens lutning under och efter avgjutningen,
fig. 2. Under gjutningen lutas formen så att
sjunkgjutets anslutningsöppning och därmed
ingjutsöppningen kommer att ligga lägst i formen
så att gjutningen blir stigande. Omedelbart efter
det formen avgjutits, lutas den över åt andra
hållet så att sjunkgjutet kommer att anslutas i
pjäsens högsta punkt. Pressen på den smälta
metallen ökas härigenom kraftigt. Metoden
lämpar sig bäst för vissa typer enkelt och klent gods.
Gjutning I metallfonn
Relativt stora kvantiteter nonferrogjutgods
framställas i metallform. Gjutningen sker därvid
antingen på vanligt sätt, dvs. enbart under
tyngdkraftens inverkan, "permanent mold casting",
eller under inverkan av ett applicerat tryck,
varvid gjutprocessen, beroende på metoden för
tryckets anbringande, kan uppdelas i
centrifugal-gjutning eller pressgjutning.
Själva formen utgöres av en järnlegering av
gjutjärn eller ståltyp och formges genom
gjutning eller bearbetning i högre eller lägre grad
beroende på dimensionsfordringarna hos
produkten och de fysikaliska egenskaperna hos det gods,
som skall tillverkas i desamma.
Genom permanentformprocesser formas
huvudsakligen tennbronser, mässingslegeringar,
zinklegeringar, aluminium-kisellegeringar och
magnesiumlegeringar.
Formarna äro vid kokillgjutning (permanent
mold casting) i de flesta fall tillverkade av
olege-rat gjutjärn, som givits en sådan sammansättning,
att dess fysikaliska egenskaper utgöra en
kompromiss emellan stor "plasticitet" och hårdhet.
Fig. 2. Gjutning enligt
Horngjut-principen "partial
reversal".
1. Ventilhus med
sjunkhuvuden pd brättet och
gjut-kanaler genom detsamma.
11 dec. 1943
B 93
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}