
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
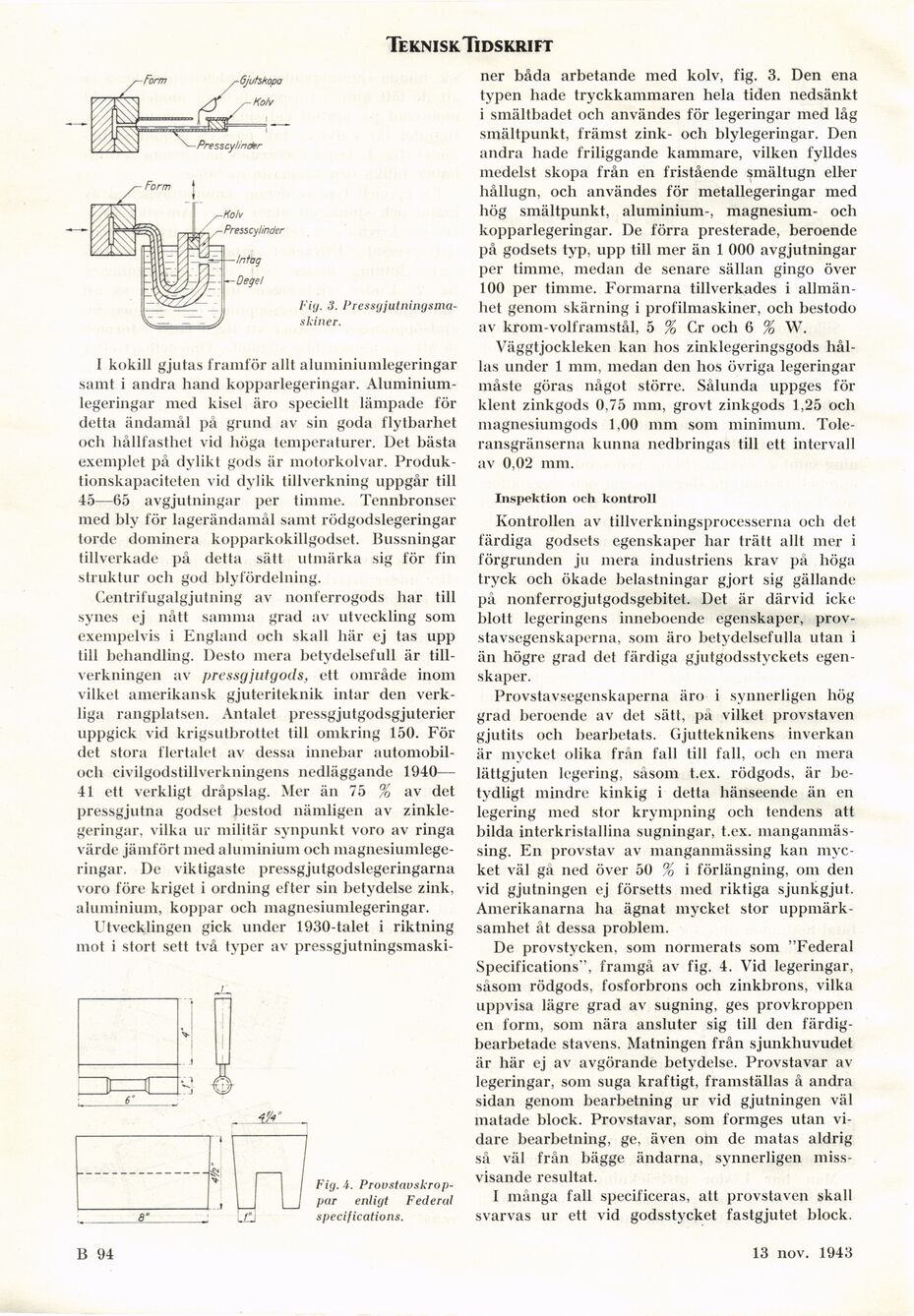
Vig. 3.
Pressgjutningsma-skiner.
I kokill gjutas framför allt aluminiumlegeringar
samt i andra hand kopparlegeringar.
Aluminiumlegeringar med kisel äro speciellt lämpade för
detta ändamål på grund av sin goda flytbarhet
och hållfasthet vid höga temperaturer. Det bästa
exemplet på dylikt gods är motorkolvar.
Produktionskapaciteten vid dylik tillverkning uppgår till
45—65 avgjutningar per timme. Tennbronser
med bly för lagerändamål samt rödgodslegeringar
torde dominera kopparkokillgodset. Bussningar
tillverkade på detta sätt utmärka sig för fin
struktur och god blyfördelning.
Centrifugalgjutning av nonferrogods har till
synes ej nått samma grad av utveckling som
exempelvis i England och skall här ej tas upp
till behandling. Desto mera betydelsefull är
tillverkningen av pressgjutgods, ett område inom
vilket amerikansk gjuteriteknik intar den
verkliga rangplatsen. Antalet pressgjutgodsgjuterier
uppgick vid krigsutbrottet till omkring 150. För
det stora flertalet av dessa innebar
automobil-och civilgodstillverkningens nedläggande 1940—
41 ett verkligt dråpslag. Mer än 75 % av det
pressgjutna godset bestod nämligen av
zinklegeringar, vilka ur militär synpunkt voro av ringa
värde jämfört med aluminium och
magnesiumlegeringar. De viktigaste pressgjutgodslegeringarna
voro före kriget i ordning efter sin betydelse zink,
aluminium, koppar och magnesiumlegeringar.
Utvecklingen gick under 1930-talet i riktning
mot i stort sett två typer av pressgjutningsmaski-
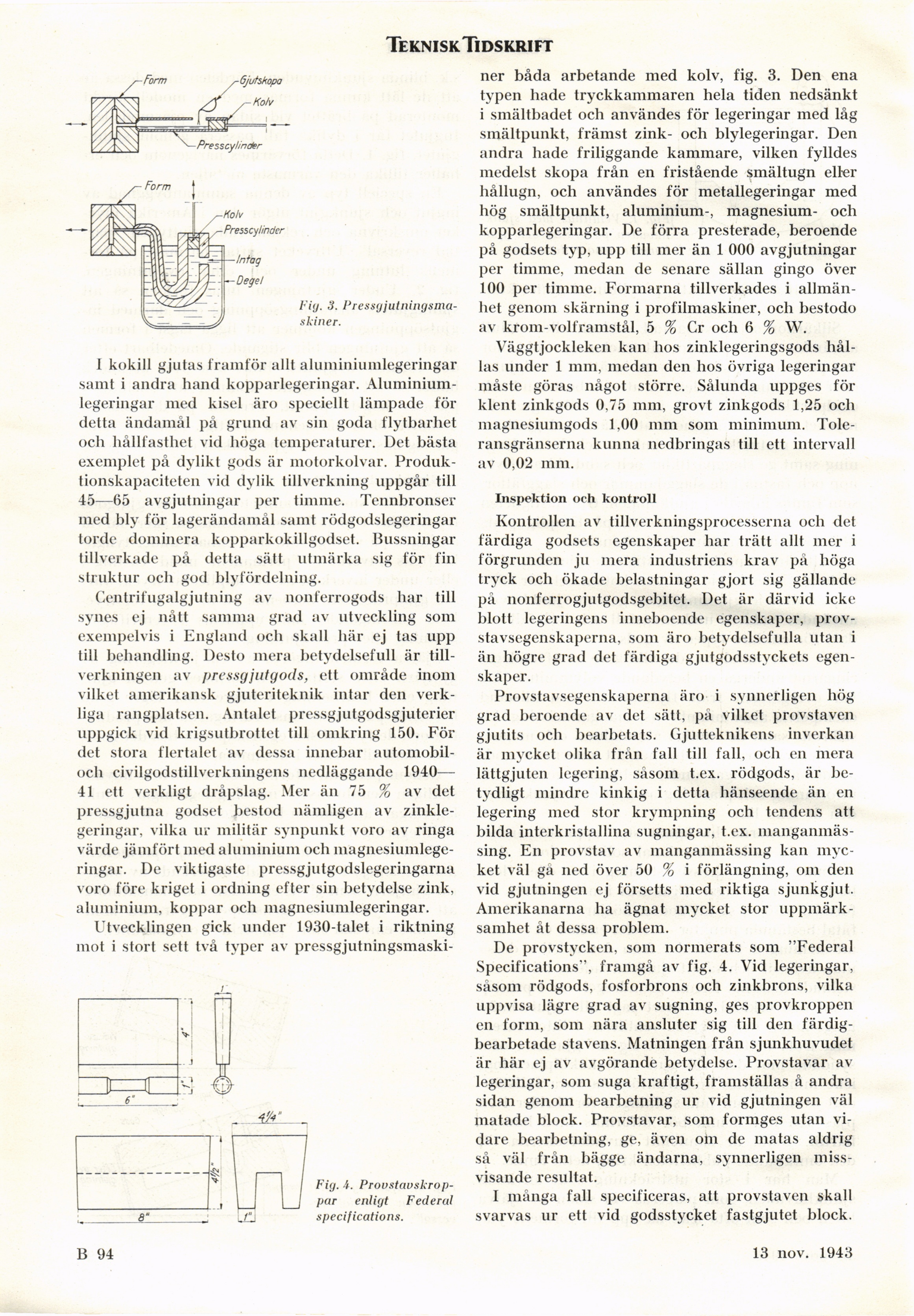
Fig. 4.
Provstauskrop-par enligt Federal
specifications.
ner båda arbetande med kolv, fig. 3. Den ena
typen hade tryckkammaren hela tiden nedsänkt
i smältbadet och användes för legeringar med låg
smältpunkt, främst zink- och blylegeringar. Den
andra hade friliggande kammare, vilken fylldes
medelst skopa från en fristående smältugn eller
hållugn, och användes för metallegeringar med
hög smältpunkt, aluminium-, magnesium- och
kopparlegeringar. De förra presterade, beroende
på godsets typ, upp till mer än 1 000 avgjutningar
per timme, medan de senare sällan gingo över
100 per timme. Formarna tillverkades i
allmänhet genom skärning i profilmaskiner, och bestodo
av krom-volfrainstål, 5 % Cr och 6 % W.
Väggtjockleken kan hos zinklegeringsgods
hållas under 1 mm, medan den hos övriga legeringar
måste göras något större. Sålunda uppges för
klent zinkgods 0,75 mm, grovt zinkgods 1,25 och
magnesiumgods 1,00 mm som minimum.
Toleransgränserna kunna nedbringas till ett intervall
av 0,02 mm.
Inspektion och kontroll
Kontrollen av tillverkningsprocesserna och det
färdiga godsets egenskaper har trätt allt mer i
förgrunden ju mera industriens krav på höga
tryck och ökade belastningar gjort sig gällande
på nonferrogjutgodsgebitet. Det är därvid icke
blott legeringens inneboende egenskaper,
prov-stavsegenskaperna, som äro betydelsefulla utan i
än högre grad det färdiga gjutgodsstyckets
egenskaper.
Provstavsegenskaperna äro i synnerligen hög
grad beroende av det sätt, pä vilket provstaven
gjutits och bearbetats. Gjutteknikens inverkan
är mycket olika från fall till fall, och en mera
lättgjuten legering, såsom t.ex. rödgods, är
betydligt mindre kinkig i detta hänseende än en
legering med stor krympning och tendens att
bilda interkristallina sugningar, t.ex.
manganmässing. En provstav av manganmässing kan
mycket väl gå ned över 50 % i förlängning, om den
vid gjutningen ej försetts med riktiga sjunkgjut.
Amerikanarna ha ägnat mycket stor
uppmärksamhet åt dessa problem.
De provstycken, som normerats som "Federal
Specifications", framgå av fig. 4. Vid legeringar,
såsom rödgods, fosforbrons och zinkbrons, vilka
uppvisa lägre grad av sugning, ges provkroppen
en form, som nära ansluter sig till den
färdigbearbetade stavens. Matningen från sjunkhuvudet
är här ej av avgörande betydelse. Provstavar av
legeringar, som suga kraftigt, framställas å andra
sidan genom bearbetning ur vid gjutningen väl
matade block. Provstavar, som formges utan
vidare bearbetning, ge, även om de matas aldrig
så väl från bägge ändarna, synnerligen
missvisande resultat.
I många fall specificeras, att provstaven skall
svarvas ur ett vid godsstycket fastgjutet block.
B 94
11 dec. 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}