
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
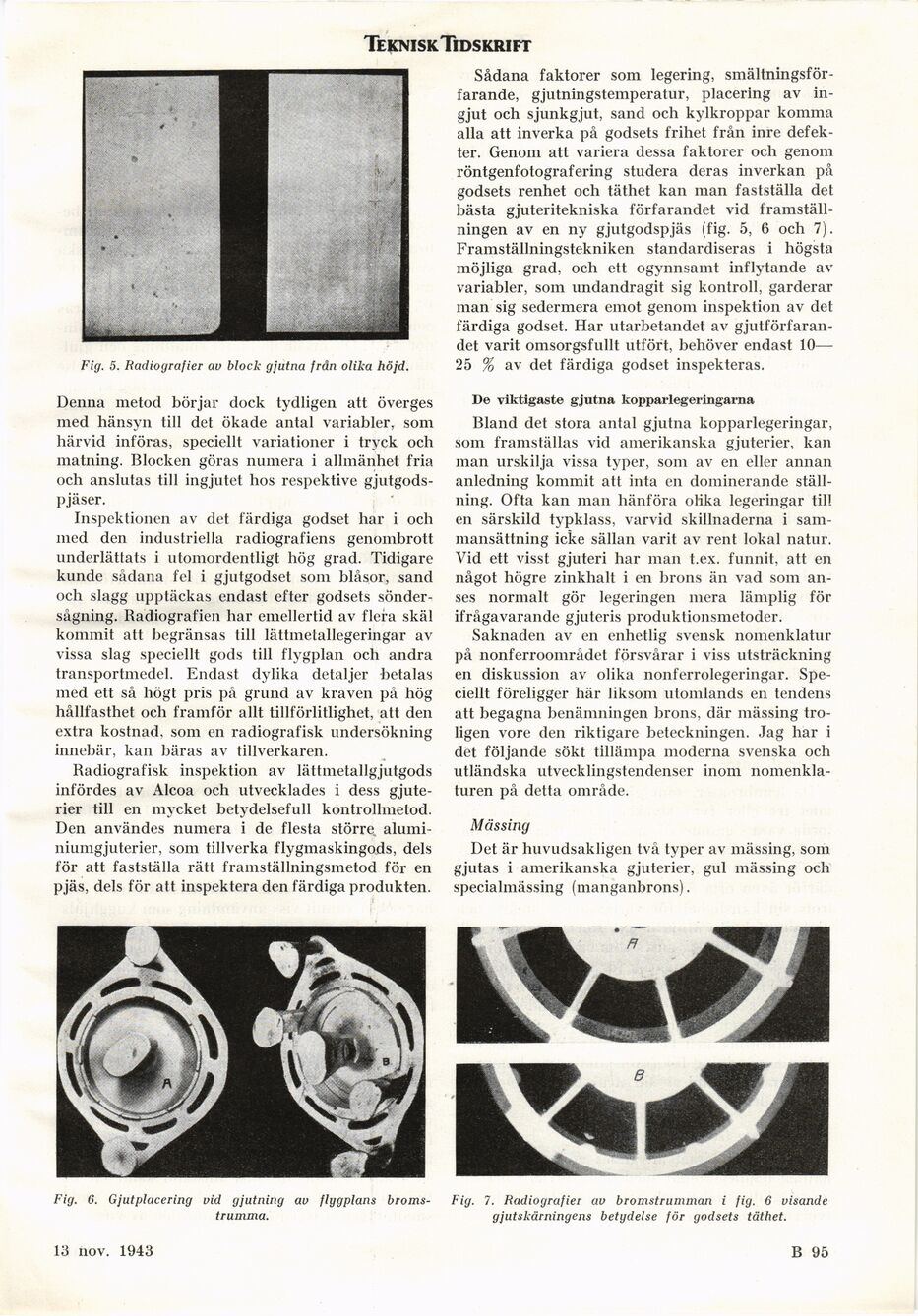
Fig. 5. Radiografier av block gjutna från olika höjd.
Denna metod börjar dock tydligen att överges
med hänsyn till det ökade antal variabler, som
härvid införas, speciellt variationer i tryck och
matning. Blocken göras numera i allmänhet fria
och anslutas till ingjutet hos respektive
gjutgods-pjäser.
Inspektionen av det färdiga godset har i och
med den industriella radiografiens genombrott
underlättats i utomordentligt hög grad. Tidigare
kunde sådana fel i gjutgodset som blåsor, sand
och slagg upptäckas endast efter godsets sönder
-sågning. Radiografien har emellertid av flera skäl
kommit att begränsas till lättmetallegeringar av
vissa slag speciellt gods till flygplan och andra
transportmedel. Endast dylika detaljer betalas
med ett så högt pris på grund av kraven på hög
hållfasthet och framför allt tillförlitlighet, att den
extra kostnad, som en radiografisk undersökning
innebär, kan bäras av tillverkaren.
Radiografisk inspektion av lättmetallgjutgods
infördes av Alcoa och utvecklades i dess
gjuterier till en mycket betydelsefull kontrollmetod.
Den användes numera i de flesta större
alumi-niumgjuterier, som tillverka flygmaskingods, dels
för att fastställa rätt framställningsmetod för en
pjäs, dels för att inspektera den färdiga produkten.
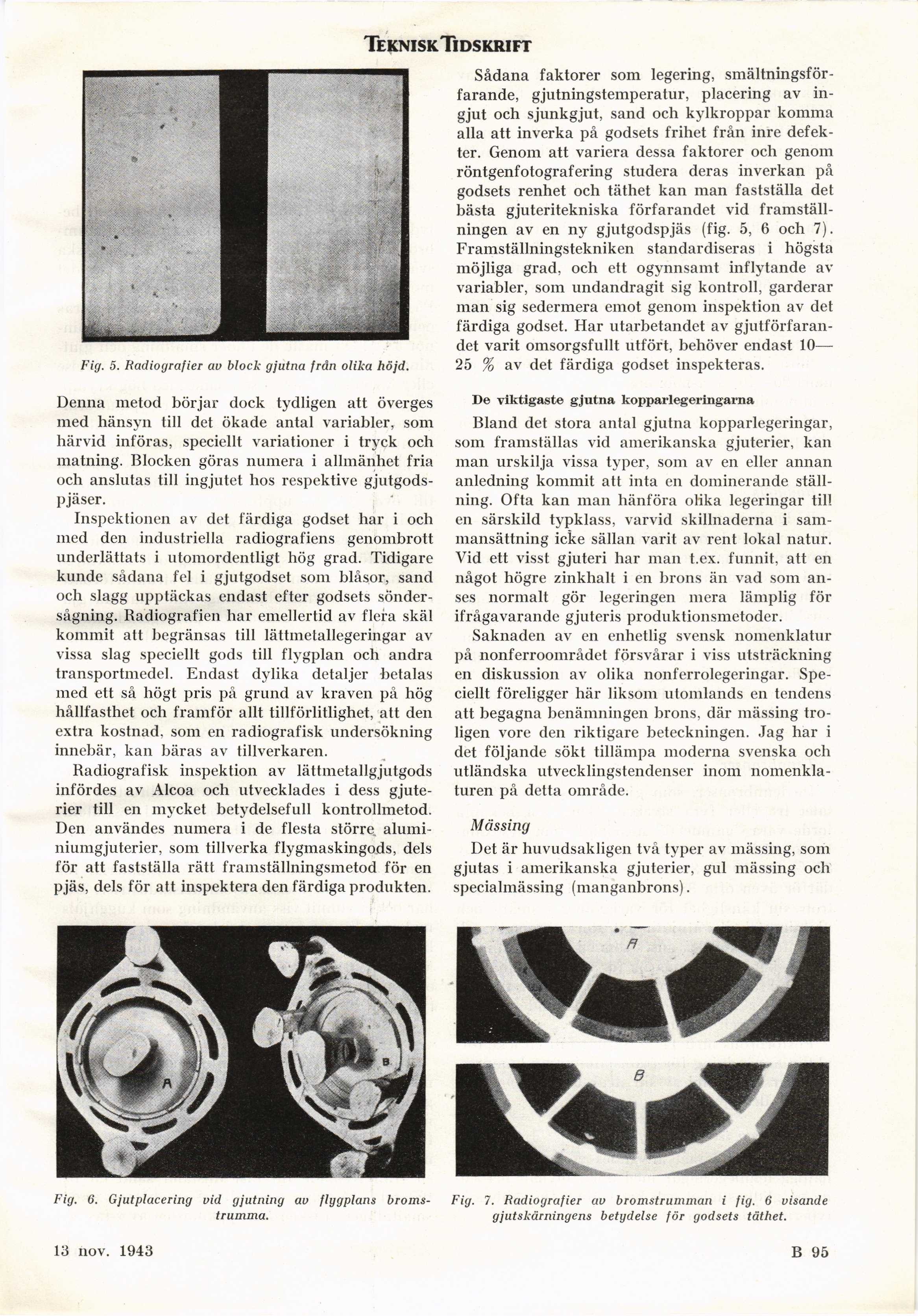
Fig. 6. Gjutplacering vid gjutning av flygplans
bromstrumma.
Sådana faktorer som legering,
smältningsförfarande, gjutningstemperatur, placering av
ingjut och sjunkgjut, sand och kylkroppar komma
alla att inverka på godsets frihet från inre
defekter. Genom att variera dessa faktorer och genom
röntgenfotografering studera deras inverkan på
godsets renhet och täthet kan man fastställa det
bästa gjuteritekniska förfarandet vid
framställningen av en ny gjutgodspjäs (fig. 5, 6 och 7).
Framställningstekniken standardiseras i högsta
möjliga grad, och ett ogynnsamt inflytande av
variabler, som undandragit sig kontroll, garderar
man sig sedermera emot genom inspektion av det
färdiga godset. Har utarbetandet av
gjutförfaran-det varit omsorgsfullt utfört, behöver endast 10—
25 % av det färdiga godset inspekteras.
De viktigaste gjutna kopparlegeringarna
Bland det stora antal gjutna kopparlegeringar,
som framställas vid amerikanska gjuterier, kan
man urskilja vissa typer, som av en eller annan
anledning kommit att inta en dominerande
ställning. Ofta kan man hänföra olika legeringar till
en särskild typklass, varvid skillnaderna i
sammansättning icke sällan varit av rent lokal natur.
Vid ett visst gjuteri har man t.ex. funnit, att en
något högre zinkhalt i en brons än vad som
anses normalt gör legeringen mera lämplig för
ifrågavarande gjuteris produktionsmetoder.
Saknaden av en enhetlig svensk nomenklatur
på nonferroområdet försvårar i viss utsträckning
en diskussion av olika nonferrolegeringar.
Speciellt föreligger här liksom utomlands en tendens
att begagna benämningen brons, där mässing
troligen vore den riktigare beteckningen. Jag har i
det följande sökt tillämpa moderna svenska och
utländska utvecklingstendenser inom
nomenklaturen på detta område.
Mässing
Det är huvudsakligen två typer av mässing, som
gjutas i amerikanska gjuterier, gul mässing och
specialmässing (manganbrons).
Fig. 7. Radiografier av bromstrumman i fig. 6 visande
gjutskärningens betydelse för godsets täthet.
11 dec. 1943
B 95
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}