
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
MEKANIK
REDAKTÖR: TORSTEN WIDELL
Häfte 8
Årg. 73
Glödgning av svetsade ångpannor; diskussion • Notiser • Böcker
21 aug.
1943
Glödgning av svetsade ångpannor
ÖVERINGENJÖR ERIK LARSSON, GÖTEBORG
I och med övergången till svetsade ångpannor
i stället för nitade ställes man genom våra
myndigheter och genom klassificeringssällskapens
fordringar inför nödvändigheten att tillgripa
spänningsglödgning.
Svetsningens framsteg under senare år ledde
oss vid AB Lindholmens Varv osökt in på att
använda denna tillverkningsmetod i stället för
den hittills brukliga nitade konstruktionen.
Därutöver visade det sig — detta var på våren 1941 -—
att det blev allt svårare att erhålla materialet till
våra pannor i tillräckligt stora dimensioner för
att nitskarvarna skulle kunna förläggas på
lämpligt och brukligt sätt. Tyska leverantörer
offere-rade visserligen passande material, men
leveranstiderna blevo allt längre och osäkrare. Däremot
kunde vi vara säkrare på att erhålla svenskt
material i någorlunda rätt tid, men tyvärr kunde de
svenska bruken ej leverera materialet i sådana
dimensioner att en vanlig nitad konstruktion med
fördel kunde användas. Vi stodo alltså inför
nödvändigheten att övergå till att utföra våra pannor
i mer eller mindre helsvetsat utförande. Någon
"teknisk" tvekan att svetsa ångpannematerial
(det rör sig här om godstjocklekar på över
30 mm) behövde vi ej ställas inför med vetskapen
om den höga standard, som svetsningen och
svetselektroderna nått i våra dagar.
Att erhålla våra egna myndigheters och de olika
klassningssällskapens tillstånd kunde kanske
lätt ordnas. En sak som dock gjorde oss
betänksamma var klassningssällskapens och
kom-merskollegii fordringar på att pannan efter
svetsningens utförande skulle undergå spännings-
Föredrag i avd. Mekanik den 9 februari 1943.
DK 621.785.3 : 621.791.7
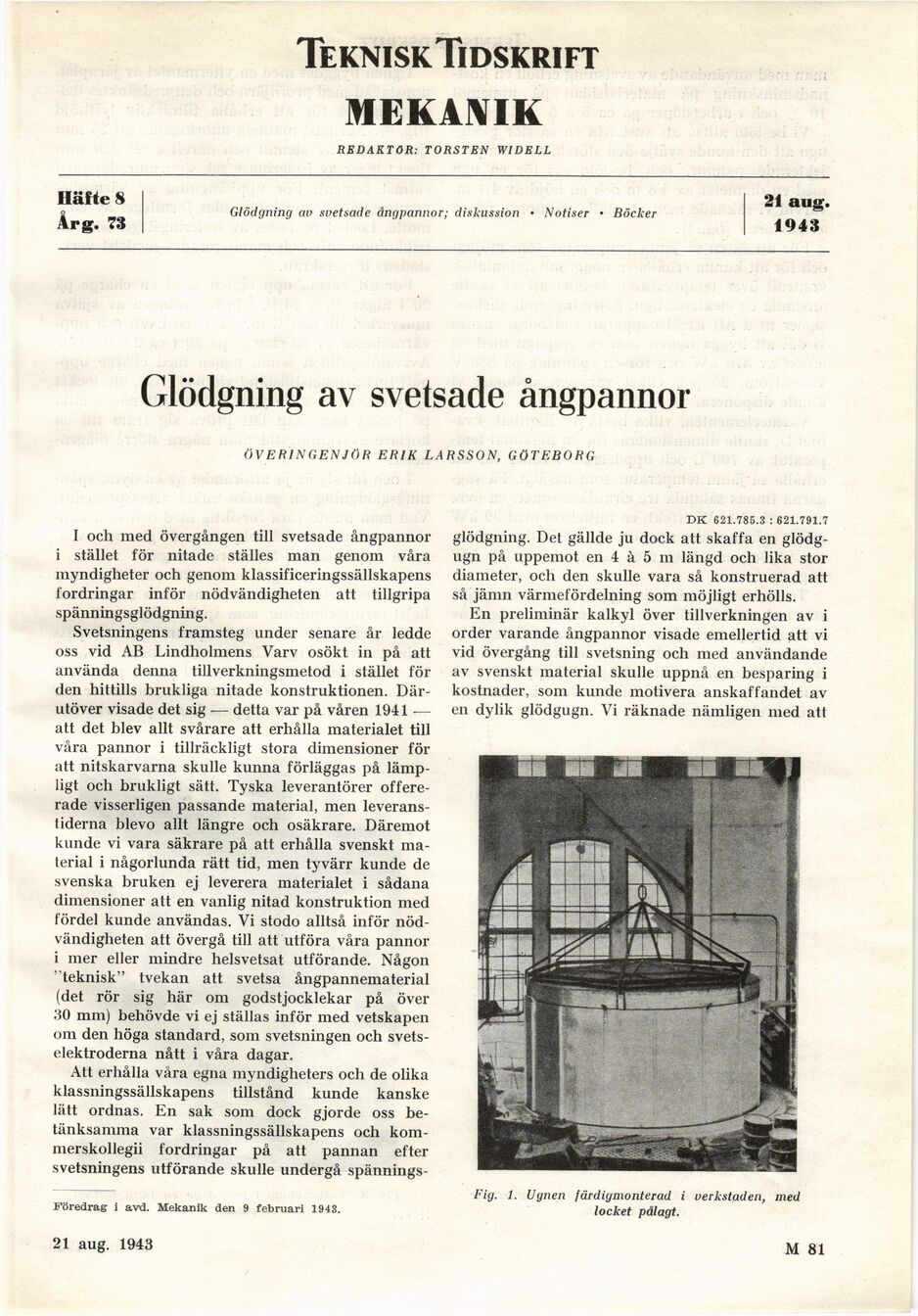
glödgning. Det gällde ju dock att skaffa en
glödg-ugn på uppemot en 4 à 5 m längd och lika stor
diameter, och den skulle vara så konstruerad att
så jämn värmefördelning som möjligt erhölls.
En preliminär kalkyl över tillverkningen av i
order varande ångpannor visade emellertid att vi
vid övergång till svetsning och med användande
av svenskt material skulle uppnå en besparing i
kostnader, som kunde motivera anskaffandet av
en dylik glödgugn. Vi räknade nämligen med att
Fig. 1. Ugnen färdigmonterad i verkstaden, med
locket pålagt.
17 april 1943
M 81
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}