
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk. Tidskrift
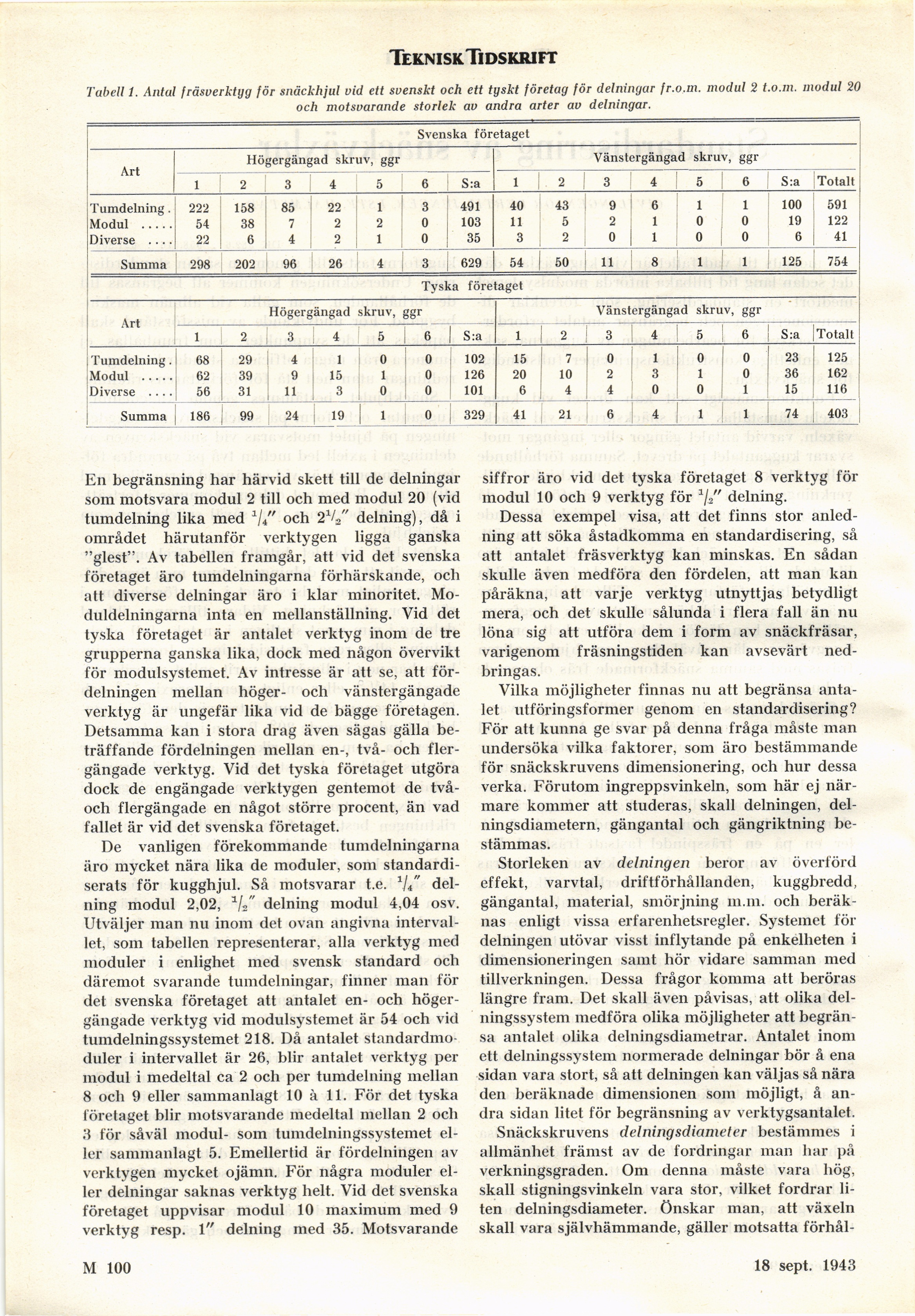
Tabell 1. Antal fräsverktyg för snäckhjul vid ett svenskt och ett tyskt företag för delningar fr.o.m. modul 2 t.o.m. modul 20
och motsvarande storlek av andra arter av delningar.
Svenska företaget
Art Högergängad skruv, ggr Vänstergängad skruv, ggr
1 2 3 4 5 6 S:a 1 2 3 4 5 6 S:a Totalt
Tumdelning. 222 158 85 22 1 3 491 40 43 9 6 1 1 100 591
Modul ..... 54 38 7 2 2 o 103 11 5 2 1 0 0 19 122
Diverse .... 22 6 4 2 1 0 35 3 2 0 1 0 0 6 41
Summa 298 202 96 26 4 3 629 54 50 11 8 1 1 125 754
Tyska företaget
Art Högergängad skruv, ggr Vänstergängad skruv, ggr
1 2 3 4 5 6 S:a 1 2 3 4 5 6 S:a Totalt
Tumdelning. 68 29 4 1 0 0 102 15 7 0 1 0 0 23 125
Modul ..... 62 39 9 15 1 0 126 20 10 2 3 1 0 36 162
Diverse .... 56 31 11 3 0 0 101 6 4 4 0 0 1 15 116
Summa 186 99 24 19 1 0 329 41 21 6 4 1 1 74 403
En begränsning har härvid skett till de delningar
som motsvara modul 2 till och med modul 20 (vid
tumdelning lika med 1/4" och 21la" delning), då i
området härutanför verktygen ligga ganska
"glest". Av tabellen framgår, att vid det svenska
företaget äro tumdelningarna förhärskande, och
att diverse delningar äro i klar minoritet.
Moduldelningarna inta en mellanställning. Vid det
tyska företaget är antalet verktyg inom de tre
grupperna ganska lika, dock med någon övervikt
för modulsystemet. Av intresse är att se, att
fördelningen mellan höger- och vänstergängade
verktyg är ungefär lika vid de bägge företagen.
Detsamma kan i stora drag även sägas gälla
beträffande fördelningen mellan en-, två- och
fler-gängade verktyg. Vid det tyska företaget utgöra
dock de engängade verktygen gentemot de
två-och flergängade en något större procent, än vad
fallet är vid det svenska företaget.
De vanligen förekommande tumdelningarna
äro mycket nära lika de moduler, som
standardiserats för kugghjul. Så motsvarar t.e. 1Ji"
delning modul 2,02, 1/2" delning modul 4,04 osv.
Utväljer man nu inom det ovan angivna
intervallet, som tabellen representerar, alla verktyg med
moduler i enlighet med svensk standard och
däremot svarande tumdelningar, finner man för
det svenska företaget att antalet en- och
höger-gängade verktyg vid modulsystemet är 54 och vid
tumdelningssystemet 218. Då antalet
standardmoduler i intervallet är 26, blir antalet verktyg per
modul i medeltal ca 2 och per tumdelning mellan
8 och 9 eller sammanlagt 10 à 11. För det tyska
företaget blir motsvarande medeltal mellan 2 och
3 för såväl modul- som tumdelningssystemet
eller sammanlagt 5. Emellertid är fördelningen av
verktygen mycket ojämn. För några moduler
eller delningar saknas verktyg helt. Vid det svenska
företaget uppvisar modul 10 maximum med 9
verktyg resp. 1" delning med 35. Motsvarande
siffror äro vid det tyska företaget 8 verktyg för
modul 10 och 9 verktyg för 1/2" delning.
Dessa exempel visa, att det finns stor
anledning att söka åstadkomma en standardisering, så
att antalet fräsverktyg kan minskas. En sådan
skulle även medföra den fördelen, att man kan
påräkna, att varje verktyg utnyttjas betydligt
mera, och det skulle sålunda i flera fall än nu
löna sig att utföra dem i form av snäckfräsar,
varigenom fräsningstiden kan avsevärt
nedbringas.
Vilka möjligheter finnas nu att begränsa
antalet utföringsformer genom en standardisering?
För att kunna ge svar på denna fråga måste man
undersöka vilka faktorer, som äro bestämmande
för snäckskruvens dimensionering, och hur dessa
verka. Förutom ingreppsvinkeln, som här ej
närmare kommer att studeras, skall delningen,
delningsdiametern, gängantal och gängriktning
bestämmas.
Storleken av delningen beror av överförd
effekt, varvtal, driftförhållanden, kuggbredd,
gängantal, material, smörjning 111.111. och
beräknas enligt vissa erfarenhetsregler. Systemet för
delningen utövar visst inflytande på enkelheten i
dimensioneringen samt hör vidare samman med
tillverkningen. Dessa frågor komma att beröras
längre fram. Det skall även påvisas, att olika
delningssystem medföra olika möjligheter att
begränsa antalet olika delningsdiametrar. Antalet inom
ett delningssystem normerade delningar bör å ena
sidan vara stort, så att delningen kan väljas så nära
den beräknade dimensionen som möjligt, å
andra sidan litet för begränsning av verktygsantalet.
Snäckskruvens delningsdiameter bestämmes i
allmänhet främst av de fordringar man har på
verkningsgraden. Om denna måste vara hög,
skall stigningsvinkeln vara stor, vilket fordrar
liten delningsdiameter. Önskar man, att växeln
skall vara självhämmande, gäller motsatta förhål-
M 100
18 sept. 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}