
Full resolution (JPEG) - On this page / på denna sida - H. 46. 18 november 1944 - En ny träfartygskonstruktion för industriell framställning, av Hilding Brosenius

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1336
■ TEKNISK TIDSKRIFT
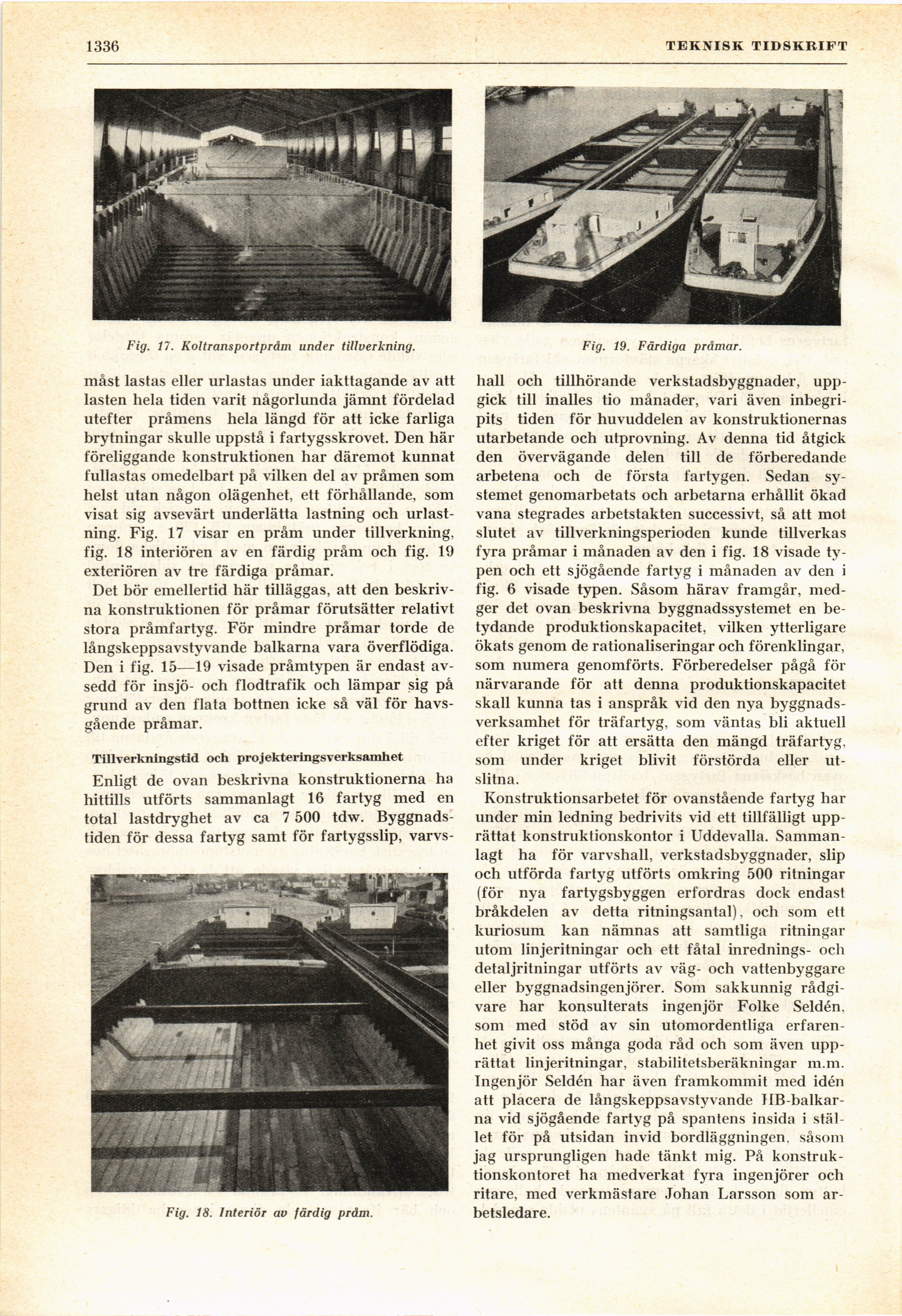
Fig. 17. Koltransportprdm under tillverkning. Fig. 19. Färdiga pråmar.
måst lastas eller urlastas under iakttagande av att
lasten hela tiden varit någorlunda jämnt fördelad
utefter pråmens hela längd för att icke farliga
brytningar skulle uppstå i fartygsskrovet. Den här
föreliggande konstruktionen har däremot kunnat
fullastas omedelbart på vilken del av pråmen som
helst utan någon olägenhet, ett förhållande, som
visat sig avsevärt underlätta lastning och
urlast-ning. Fig. 17 visar en pråm under tillverkning,
fig. 18 interiören av en färdig pråm och fig. 19
exteriören av tre färdiga pråmar.
Det bör emellertid här tilläggas, att den
beskrivna konstruktionen för pråmar förutsätter relativt
stora pråmfartyg. För mindre pråmar torde de
långskeppsavstyvande balkarna vara överflödiga.
Den i fig. 15—19 visade pråmtypen är endast
avsedd för insjö- och flodtrafik och lämpar sig på
grund av den flata bottnen icke så väl för
havsgående pråmar.
Tillverkningstid och projekteringsverksamhet
Enligt de ovan beskrivna konstruktionerna ha
hittills utförts sammanlagt 16 fartyg med en
total lastdryghet av ca 7 500 tdw.
Byggnadstiden för dessa fartyg samt för fartygsslip, varvs-
Fig. 18. Interiör av färdig pråm.
ball och tillhörande verkstadsbyggnader,
uppgick till inalles tio månader, vari även
inbegripits tiden för huvuddelen av konstruktionernas
utarbetande och utprovning. Av denna tid åtgick
den övervägande delen till de förberedande
arbetena och de första fartygen. Sedan
systemet genomarbetats och arbetarna erhållit ökad
vana stegrades arbetstakten successivt, så att mot
slutet av tillverkningsperioden kunde tillverkas
fyra pråmar i månaden av den i fig. 18 visade
typen och ett sjögående fartyg i månaden av den i
fig. 6 visade typen. Såsom härav framgår,
medger det ovan beskrivna byggnadssystemet en
betydande produktionskapacitet, vilken ytterligare
ökats genom de rationaliseringar och förenklingar,
som numera genomförts. Förberedelser pågå för
närvarande för att denna produktionskapacitet
skall kunna tas i anspråk vid den nya
byggnadsverksamhet för träfartyg, som väntas bli aktuell
efter kriget för att ersätta den mängd träfartyg,
som under kriget blivit förstörda eller
utslitna.
Konstruktionsarbetet för ovanstående fartyg har
under min ledning bedrivits vid ett tillfälligt
upprättat konstruktionskontor i Uddevalla.
Sammanlagt ha för varvshall, verkstadsbyggnader, slip
och utförda fartyg utförts omkring 500 ritningar
(för nya fartygsbyggen erfordras dock endast
bråkdelen av detta ritningsantal), och som ett
kuriosum kan nämnas att samtliga ritningar
utom linjeritningar och ett fåtal inrednings- och
detaljritningar utförts av väg- och vattenbyggare
eller byggnadsingenjörer. Som sakkunnig
rådgivare har konsulterats ingenjör Folke Seldén,
som med stöd av sin utomordentliga
erfarenhet givit oss många goda råd och som även
upprättat linjeritningar, stabilitetsberäkningar m.m.
Ingenjör Seldén har även framkommit med idén
att placera de långskeppsavstyvande
HB-balkarna vid sjögående fartyg på spantens insida i
stället för på utsidan invid bordläggningen, såsom
jag ursprungligen hade tänkt mig. På
konstruktionskontoret ha medverkat fyra ingenjörer och
ritare, med verkmästare Johan Larsson som
arbetsledare.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}