
Full resolution (JPEG) - On this page / på denna sida - H. 3. 20 januari 1945 - Tillverkning av instrumentfjädrar, av G Ljungberg - SJ:s vagnpark måste förnyas - Nytt motorlaboratorium - Den amerikanska bilindustrin
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
70
TEKNISK TIDSKRIFT’
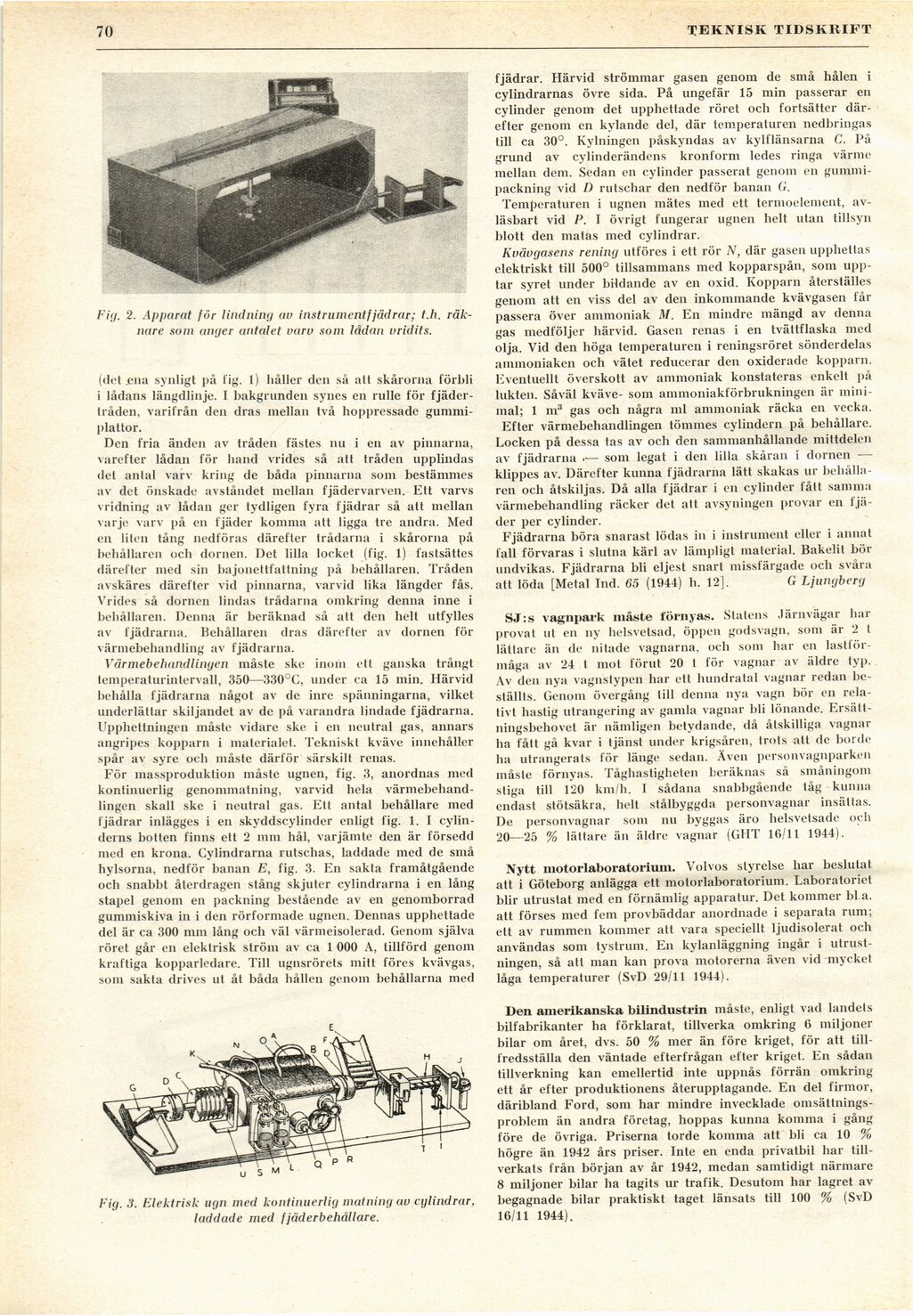
Fig. 2. Apparat för lindning av instrumentfjädrar; t.h.
räknare som anger antalet varv som lådan vridits.
(det £iia synligt på fig. 1) håller den så all skårorna förbli
i lådans längdlinje. I bakgrunden synes en rulle för
fjädertråden, varifrån den dras mellan två hoppressade
gummiplattor.
Den fria änden av tråden fästes nu i en av pinnarna,
varefter lådan för hand vrides så att tråden upplindas
det antal varv kring de båda pinnarna som bestämmes
av det önskade avståndet mellan fjädervarven. Ett varvs
vridning av lådan ger tydligen fyra fjädrar så att mellan
varje varv på en fjäder komma att ligga tre andra. Med
en liten tång nedföras därefter trådarna i skårorna på
behållaren och dornen. Det lilla locket (fig. 1) lastsättes
därefter med sin bajonettfattning på behållaren. Tråden
avskäres därefter vid pinnarna, varvid lika längder fås.
Vrides så dornen lindas trådarna omkring denna inne i
behållaren. Denna är beräknad så att den helt utfylles
av fjädrarna. Behållaren dras därefter av dornen för
värmebehandling av fjädrarna.
Värmebehandlingen måste ske inom ett ganska trångt
temperaturintervall, 350—330°C, under ca 15 min. Härvid
behålla fjädrarna något av de inre spänningarna, vilket
underlättar skiljandet av de på varandra lindade fjädrarna.
Upphettningen måste vidare ske i en neutral gas, annars
angripes kopparn i materialet. Tekniskt kväve innehåller
spår av syre och måste därför särskilt renas.
För massproduktion måste ugnen, fig. 3, anordnas med
kontinuerlig genoinmatning, varvid hela
värmebehandlingen skall ske i neutral gas. Ett antal behållare med
fjädrar inlägges i en skyddscylinder enligt fig. 1. I
cylinderns botten finns ett 2 mm hål, varjämte den är försedd
med en krona. Cylindrarna rutschas, laddade med de små
hylsorna, nedför banan E, fig. 3. En sakta framåtgående
och snabbt återdragen stång skjuter cylindrarna i en lång
stapel genom en packning bestående av en genomborrad
gummiskiva in i den rörformade ugnen. Dennas upphettade
del är ca 300 mm lång och väl värmeisolerad. Genom själva
röret går en elektrisk ström av ca 1 000 A, tillförd genom
kraftiga kopparledare. Till ugnsrörets mitt föres kvävgas,
som sakta drives ut åt båda hållen genom behållarna med
Fig. 3. Elektrisk ugn med kontinuerlig matning av cylindrar,
laddade med fjäderbehållare.
fjädrar. Härvid strömmar gasen genom de små hålen i
cylindrarnas övre sida. På ungefär 15 min passerar en
cylinder genom det upphettade röret och fortsätter
därefter genom en kylande del, där temperaturen nedbringas
till ca 30°. Kylningen påskyndas av kylflänsarna C. På
grund av cylinderändens kronform ledes ringa värme
mellan dem. Sedan en cylinder passerat genom en
gummipackning vid D rutschar den nedför banan G.
Temperaturen i ugnen mätes med ett termoelement,
av-läsbart vid P. I övrigt fungerar ugnen belt utan tillsyn
blott den matas med cylindrar.
Kvävgasens rening utföres i ett rör N, där gasen upphetlas
elektriskt till 500° tillsammans med kopparspån, som
upptar syret under bildande av en oxid. Kopparn återställes
genom att en viss del av den inkommande kvävgasen får
passera över ammoniak M. En mindre mängd av denna
gas medföljer härvid. Gasen renas i en tvättflaska med
olja. Vid den höga temperaturen i reningsröret sönderdelas
ammoniaken och vätet reducerar den oxiderade kopparn.
Eventuellt överskott av ammoniak konstateras enkelt på
lukten. Såväl kväve- som ammoniakförbrukningen är
minimal; 1 m3 gas och några nil ammoniak räcka en vecka.
Efter värmebehandlingen tömmes cylindern på behållare.
Locken på dessa tas av och den sammanhållande mittdelen
av fjädrarna .— som legat i den lilla skåran i dornen —
klippes av. Därefter kunna fjädrarna lätt skakas ur
behållaren och åtskiljas. Då alla fjädrar i en cylinder fått samma
värmebehandling räcker det att avsyningen provar en
fjäder per cylinder.
Fjädrarna böra snarast lödas in i instrument eller i annat
fall förvaras i slutna kärl av lämpligt material. Bakelit bör
undvikas. Fjädrarna bli eljest snart missfärgade ocli svåra
att löda [Metal Ind. 65 (1944) h. 12], G Ljungberg
SJ:s vagnpark måste förnyas. Statens Järnvägar har
provat ut en ny helsvetsad, öppen godsvagn, som är 2 t
lättare än de nitade vagnarna, och som har en
lastförmåga av 24 t mot förut 20 t för vagnar av äldre typ.
Av den nya vagnstypen har ett hundratal vagnar redan
beställts. Genom övergång till denna nya vagn bör en
relativt hastig utrangering av gamla vagnar bli lönande.
Ersättningsbehovet är nämligen betydande, då åtskilliga vagnar
ha fått gå kvar i tjänst under krigsåren, trots att dc borde
ha utrangerats för länge sedan. Även personvagnparken
måste förnyas. Tåghastigheten beräknas så småningom
stiga till 120 km/h. I sådana snabbgående tåg kunna
endast stötsäkra, helt stålbyggda personvagnar insättas.
De personvagnar som nu byggas äro helsvetsade och
20—25 % lättare än äldre vagnar (GHT 16/11 1944).
Nytt motorlaboratoriuni. Volvos styrelse har beslutat
att i Göteborg anlägga ett motorlaboratorium. Laboratoriet
blir utrustat med en förnämlig apparatur. Det kommer bl.a.
att förses med fem provbäddar anordnade i separata rum;
ett av rummen kommer att vara speciellt ljudisolerat och
användas som tystrum. En kylanläggning ingår i
utrustningen, så att man kan prova motorerna även vid mycket
låga temperaturer (SvD 29/11 1944).
Den amerikanska bilindustrin måste, enligt vad landels
bilfabrikanter ha förklarat, tillverka omkring 6 miljoner
bilar om året, dvs. 50 % mer än före kriget, för att
tillfredsställa den väntade efterfrågan efter kriget. En sådan
tillverkning kan emellertid inte uppnås förrän omkring
ett år efter produktionens återupptagande. En del firmor,
däribland Ford, som har mindre invecklade
omsättnings-problem än andra företag, hoppas kunna komma i gång
före de övriga. Priserna torde komma att bli ca 10 %
högre än 1942 års priser. Inte en enda privatbil har
tillverkats från början av år 1942, medan samtidigt närmare
8 miljoner bilar ha tagits ur trafik. Desutom har lagret av
begagnade bilar praktiskt taget länsats till 100 % (SvD
16/11 1944).
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}