
Full resolution (JPEG) - On this page / på denna sida - H. 24. 15 juni 1946 - Bandtransportörer, av Erik Nothin
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
582
TEKNISK TIDSKRIFT
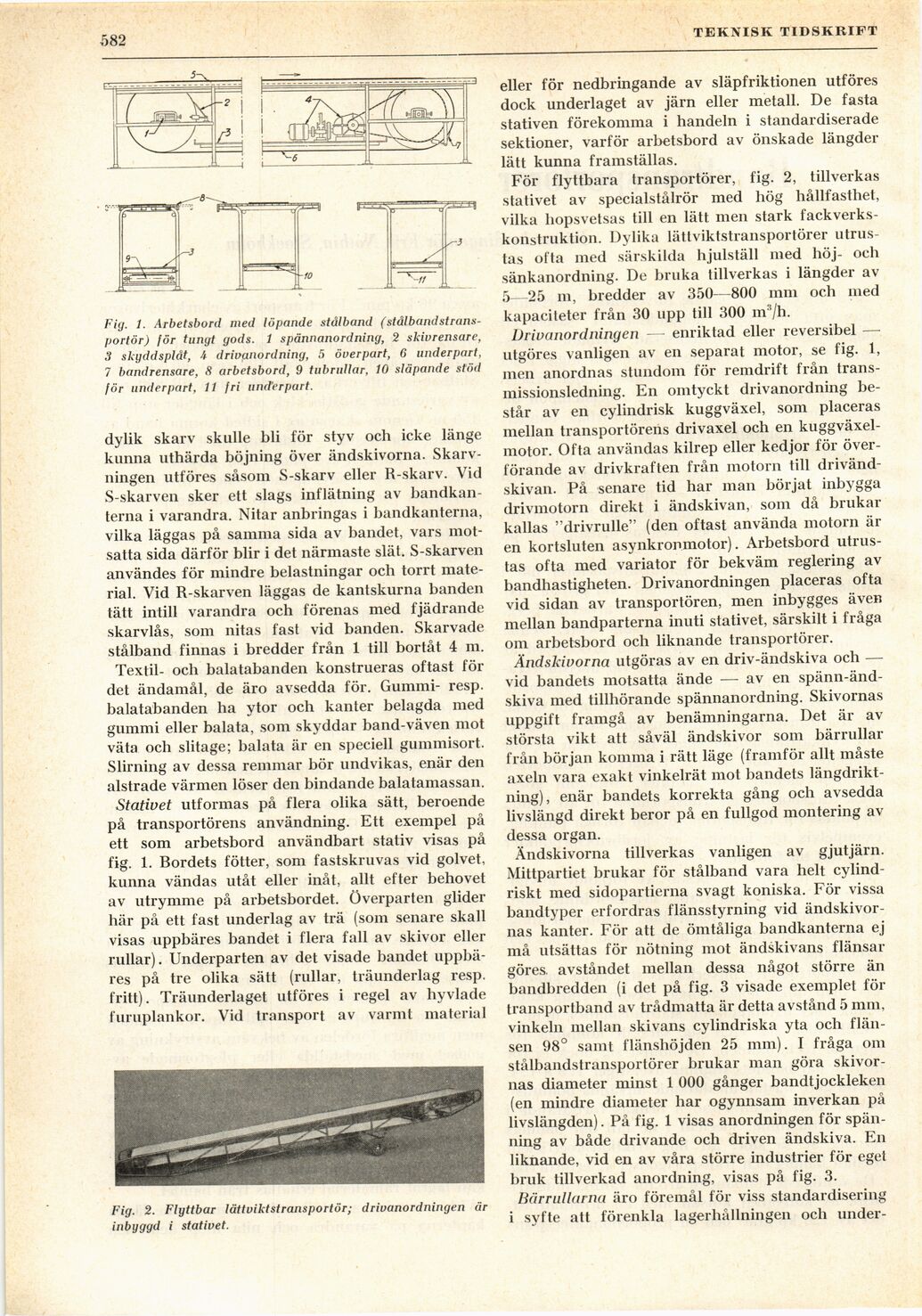
Fig. 1. Arbetsbord med löpande stålband
(stålbandstransportör) för tungt gods. 1 spännanordning, 2 skivrensare,
3 skyddsplåt, 4 drivanordning, 5 överpart, 6 underpart,
7 bandrensare, 8 arbetsbord, 9 tubrullar, 10 släpande stöd
för under part, 11 fri under part.
dylik skarv skulle bli för styv och icke länge
kunna uthärda böjning över ändskivorna.
Skarvningen utföres såsom S-skarv eller R-skarv. Vid
S-skarven sker ett slags inflätning av
bandkanterna i varandra. Nitar anbringas i bandkanterna,
vilka läggas på samma sida av bandet, vars
motsatta sida därför blir i det närmaste slät. S-skarven
användes för mindre belastningar och torrt
material. Vid R-skarven läggas de kantskurna banden
tätt intill varandra och förenas med fjädrande
skarvlås, som nitas fast vid banden. Skarvade
stålband finnas i bredder från 1 till bortåt 4 m.
Textil- och balatabanden konstrueras oftast för
det ändamål, de äro avsedda för. Gummi- resp.
balatabanden ha ytor och kanter belagda med
gummi eller balata, som skyddar band-väven mot
väta och slitage; balata är en speciell gummisort.
Slirning av dessa remmar bör undvikas, enär den
alstrade värmen löser den bindande balatamassan.
Stativet utformas på flera olika sätt, beroende
på transportörens användning. Ett exempel på
ett som arbetsbord användbart stativ visas på
fig. 1. Bordets fötter, som fastskruvas vid golvet,
kunna vändas utåt eller inåt, allt efter behovet
av utrymme på arbetsbordet. Överparten glider
här på ett fast underlag av trä (som senare skall
visas uppbäres bandet i flera fall av skivor eller
rullar). Underparten av det visade bandet
uppbäres på tre olika sätt (rullar, träunderlag resp.
fritt). Träunderlaget utföres i regel av hyvlade
furuplankor. Vid transport av varmt material
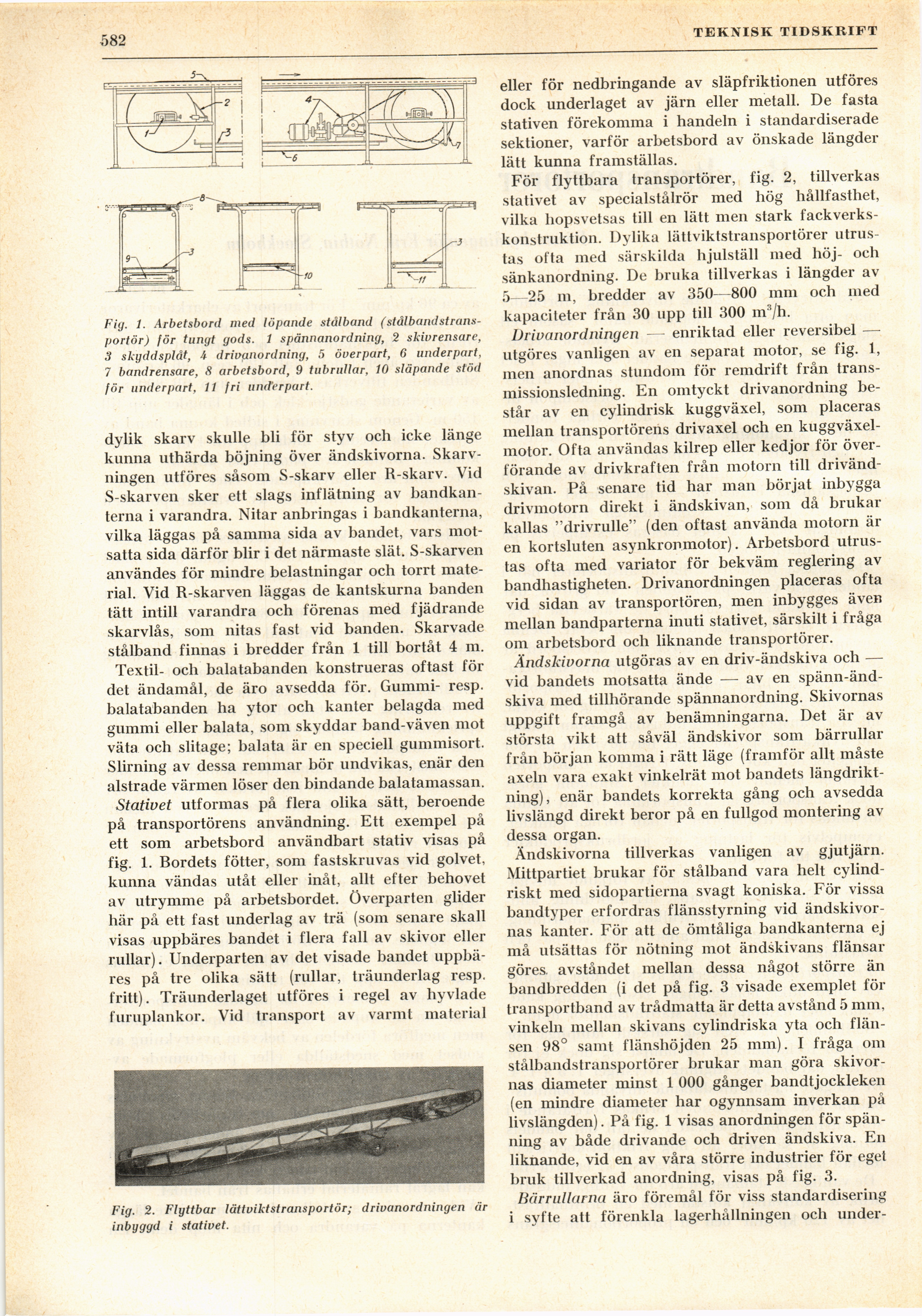
Fig. 2. Flyttbar lättviktstransportör; drivanordningen är
inbyggd i stativet.
eller för nedbringande av släpfriktionen utföres
dock underlaget av järn eller metall. De fasta
stativen förekomma i handeln i standardiserade
sektioner, varför arbetsbord av önskade längder
lätt kunna framställas.
För flyttbara transportörer, fig. 2, tillverkas
stativet av specialstålrör med hög hållfasthet,
vilka hopsvetsas till en lätt men stark
fackverkskonstruktion. Dylika lättviktstransportörer
utrustas ofta med särskilda hjulställ med höj- och
sänkanordning. De bruka tillverkas i längder av
5—25 m, bredder av 350—800 mm och ined
kapaciteter från 30 upp till 300 m3/h.
Drivanordningen — enriktad eller reversibel —
utgöres vanligen av en separat motor, se fig. 1,
men anordnas stundom för remdrift från
transmissionsledning. En omtyckt drivanordning
består av en cylindrisk kuggväxel, som placeras
mellan transportörens drivaxel och en
kuggväxel-motor. Ofta användas kilrep eller kedjor för
överförande av drivkraften från motorn till
drivänd-skivan. På senare tid har man börjat inbygga
drivmotorn direkt i ändskivan, som då brukar
kallas "drivrulle" (den oftast använda motorn är
en kortsluten asynkronmotor). Arbetsbord
utrustas ofta med variator för bekväm reglering av
bandhastigheten. Drivanordningen placeras ofta
vid sidan av transportören, men inbygges även
mellan bandparterna inuti stativet, särskilt i fråga
om arbetsbord och liknande transportörer.
Ändskivorna utgöras av en driv-ändskiva och —
vid bandets motsatta ände — av en
spänn-änd-skiva med tillhörande spännanordning. Skivornas
uppgift framgå av benämningarna. Det är av
största vikt att såväl ändskivor som bärrullar
från början komma i rätt läge (framför allt måste
axeln vara exakt vinkelrät mot bandets
längdriktning), enär bandets korrekta gång och avsedda
livslängd direkt beror på en fullgod montering av
dessa organ.
Ändskivorna tillverkas vanligen av gjutjärn.
Mittpartiet brukar för stålband vara helt
cylindriskt med sidopartierna svagt koniska. För vissa
bandtyper erfordras flänsstyrning vid
ändskivor-nas kanter. För att de ömtåliga bandkanterna ej
må utsättas för nötning mot ändskivans flänsar
göres, avståndet mellan dessa något större än
bandbredden (i det på fig. 3 visade exemplet för
transportband av trådmatta är detta avstånd 5 mm,
vinkeln mellan skivans cylindriska yta och
flänsen 98° samt flänshöjden 25 mm). I fråga om
stålbandstransportörer brukar man göra
skivornas diameter minst 1 000 gånger bandtjockleken
(en mindre diameter har ogynnsam inverkan på
livslängden). På fig. 1 visas anordningen för
spänning av både drivande och driven ändskiva. En
liknande, vid en av våra större industrier för eget
bruk tillverkad anordning, visas på fig. 3.
Bärrullarna äro föremål för viss standardisering
i syfte att förenkla lagerhållningen och under-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}