
Full resolution (JPEG) - On this page / på denna sida - H. 42. 19 oktober 1946 - »Plastic wood»-förfarandet vid flygplansbygge, av Edvard Wegelius
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1054
TEKNISK TIDSKRIFT
möjligt med ånga, och det är ju viktigt att kunna
utföra prov även vid lägre temperatur än 100°G.
Våra gummisäckar hålla tack vare vattnet
mångfaldigt längre tid än i Amerika. Och så är ju
säkerhetsanordningarna och fordringarna mindre
för det hydrauliska än för lufttrycket.
Den anordning, som vi använda, är schematiskt
följande (fig. 7). Inom parentes anges
dimensionerna för en motsvarande större anläggning, som
varit färdig redan under ett par års tid, men ej
uppmonterats på grund av att
flygplanskonstruktion ej är aktuell i Finland för närvarande.
Flygplansfabriken är tvungen, att använda alla sina
resurser och utrymmen för arbeten, som
krigsskadeståndsindustrin fordrar. Vattnet kommer
ned från vattenbehållaren och fyller genom
snabbventil limningsbehållaren på några minuter.
Då hela systemet är byggt för 3 at tryck, så kan
vattnets temperatur betydligt överstiga 100°G.
Behöver man vidare värma det, så kan detta ske
med elektroderna i limningsbehållaren eller
också kan temperaturen regleras med uppvärmaren.
Denna uppvärmare saknas i det mindre, nu
använda systemet. Limningsbehållaren tömmes före
öppningen medelst kompressor eller lufttrycket
från nätet, varvid vattnet returneras till
behållaren. Egentligen är tillvägagångssättet följande:
vattnet värmes i limningsbehållaren till önskad
temperatur och tryckes upp i vattenbehållaren.
Limningsbehållaren öppnas och vagnen med
framställningsobjektet sättes in. Locket slutes,
vatten påfylles, trycket appliceras, vattnet
uppvärmes, om så fordras. Då limningen är
slutförd, tryckes vattnet igen upp i vattenbehållaren,
trycket avlägsnas och tryckbehållaren öppnas.
Vid denna kretsprocess går endast litet värme
förlorad, säkert mycket mindre än i ångsystemet,
där man alltid är tvungen att släppa ut ångan och
låta värme gå förlorad. Temperaturen och trycket
kunna fullständigt och oberoende av varandra
regleras.
Då anläggningen var färdig, måste frågan om
mallarna avgöras: vilka mallar ge i respektive fall
det bästa resultatet? Om mallarna har det
publicerats så mycket i den amerikanska fackpressen,
att jag här nöjer mig blott med anmärkningen, att
våra erfarenheter väl överensstämma med de
amerikanska. I vissa fall är en trämall bättre, i andra
fall är en metallmall fördelaktigare att använda.
Trämallar äro ju billigare och lättare att tillverka,
men de skola inneslutas helt och hållet i gummi
säcken. Då gummisäcken spricker, såsom ofta
sker, då går ju även trämallen förlorad.
Metall-mallarna kunna vara utanför gummiduken, som
vanligtvis fästes vid dess kanter. De äro också
fördelaktiga att använda, då man — såsom det
ofta är fallet i flygplan — behöver en slät och
väl polerad yta.
Det är på detta senare sätt, som vi ha framställt
vissa delar till vårt jaktplan Myrsky: flygkrop-
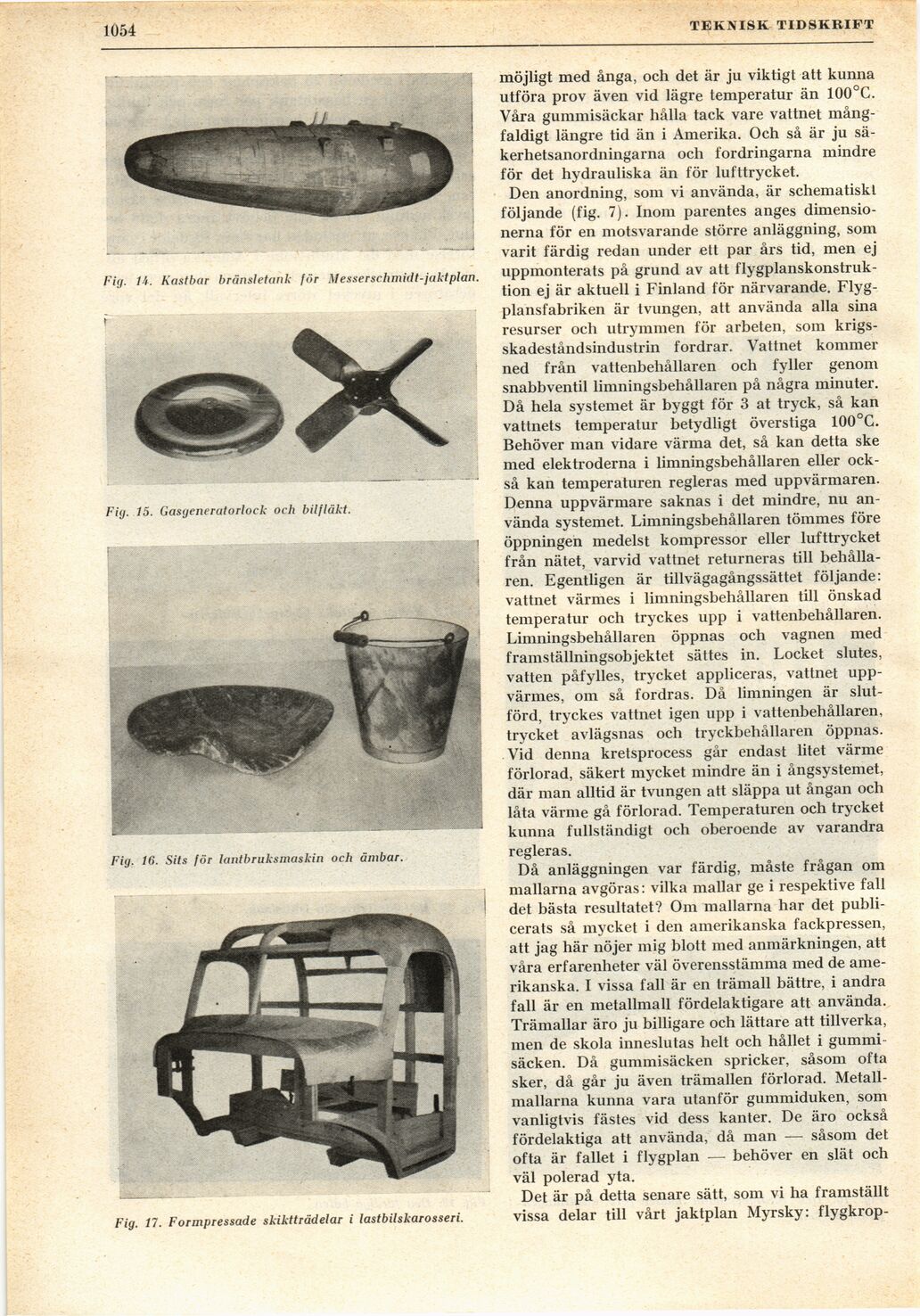
Fig. 15. Gasgeneratorlock och bilfläkt.
Fig. 17. Formpressade skiktträdelar i lastbilskarosseri.
Fig. 16. Sits för lantbruksmaskin och ämbar.
Fig. 14. Kastbar bränsletank för Messerschmidt-jaktplan.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}