
Full resolution (JPEG) - On this page / på denna sida - H. 4. 24 januari 1948 - Tillverkningsmetoder och utrustning på ett amerikanskt storvarv, av Rolf Thorén
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
10 januari 19A8 49
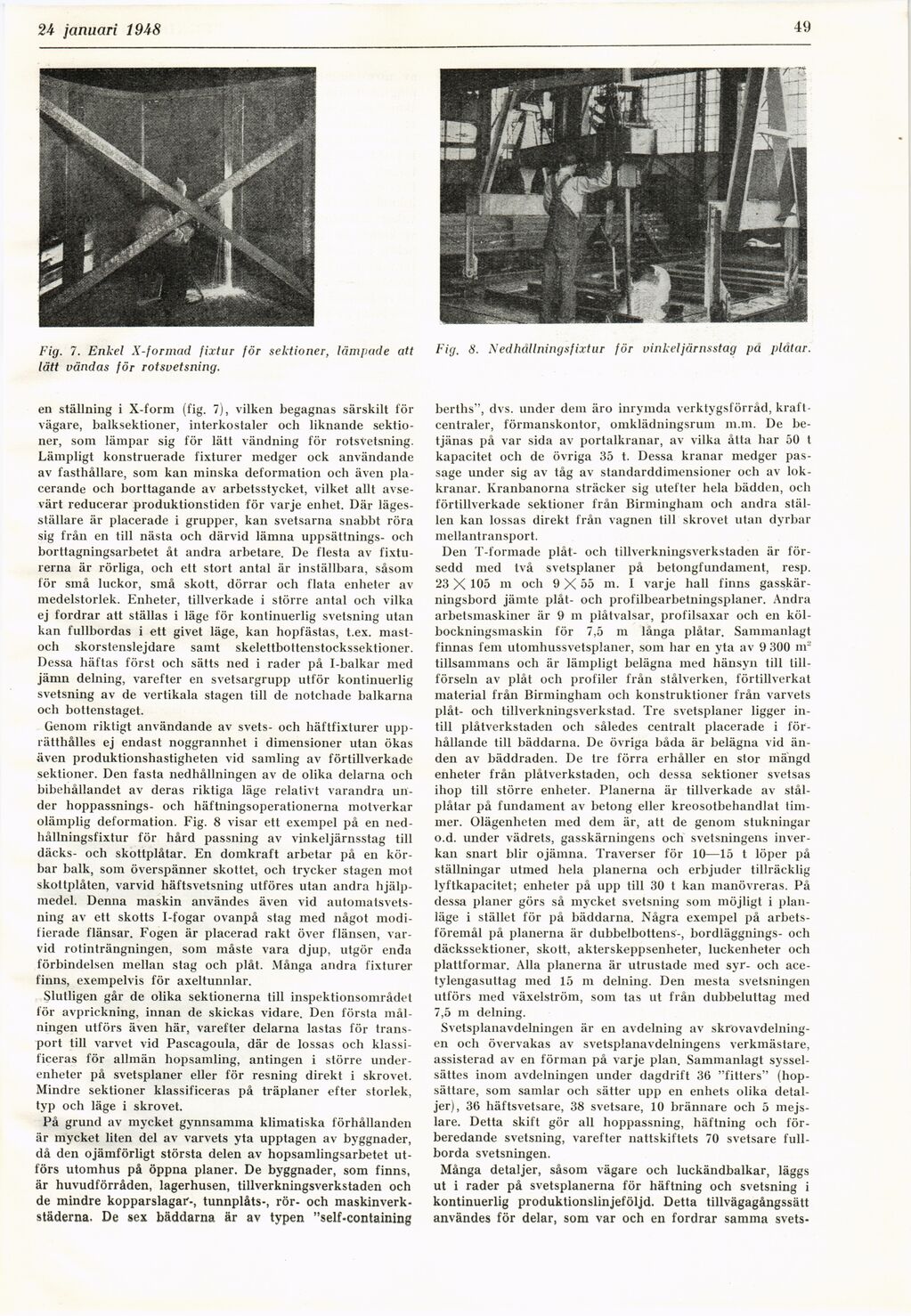
Fig. 7. Enkel X-formad fixtur för sektioner, lämpade att
lätt vändas för rotsvetsning.
en ställning i X-form (fig. 7), vilken begagnas särskilt för
vägare, balksektioner, interkostaler och liknande
sektioner, som lämpar sig för lätt vändning för rotsvetsning.
Lämpligt konstruerade fixturer medger ock användande
av fasthållare, som kan minska deformation och även
placerande och borttagande av arbetsstycket, vilket allt
avsevärt reducerar produktionstiden för varje enhet. Där
läges-ställare är placerade i grupper, kan svetsarna snabbt röra
sig från en till nästa och därvid lämna uppsättnings- och
borttagningsarbetet åt andra arbetare. De flesta av
fixtu-rerna är rörliga, och ett stort antal är inställbara, såsom
för små luckor, små skott, dörrar och flata enheter av
medelstorlek. Enheter, tillverkade i större antal och vilka
ej fordrar att ställas i läge för kontinuerlig svetsning utan
kan fullbordas i ett givet läge, kan hopfästas, t.ex.
mast-och skorstenslejdare samt skelettbottenstockssektioner.
Dessa häftas först och sätts ned i rader på I-balkar med
jämn delning, varefter en svetsargrupp utför kontinuerlig
svetsning av de vertikala stagen till de notchade balkarna
och bottenstaget.
Genom riktigt användande av svets- och häftfixturer
upprätthålles ej endast noggrannhet i dimensioner utan ökas
även produktionshastigheten vid samling av förtillverkade
sektioner. Den fasta nedhållningen av de olika delarna och
bibehållandet av deras riktiga läge relativt varandra
under hoppassnings- och häftningsoperationerna motverkar
olämplig deformation. Fig. 8 visar ett exempel på en
ned-hållningsfixtur för hård passning av vinkeljärnsstag till
däcks- och skottplåtar. En domkraft arbetar på en
körbar balk, som överspänner skottet, och trycker stagen mot
skoltplåten, varvid häftsvetsning utföres utan andra
hjälpmedel. Denna maskin användes även vid
automatsvetsning av ett skotts I-fogar ovanpå stag med något
modifierade flänsar. Fogen är placerad rakt över flänsen,
varvid rotinträngningen, som måste vara djup, utgör enda
förbindelsen mellan stag och plåt. Många andra fixturer
finns, exempelvis för axeltunnlar.
Slutligen går de olika sektionerna till inspektionsområdet
för avprickning, innan de skickas vidare. Den första
målningen utförs även här, varefter delarna lastas för
transport till varvet vid Pascagoula, där de lossas och
klassificeras för allmän hopsamling, antingen i större
underenheter på svetsplaner eller för resning direkt i skrovet.
Mindxe sektioner klassificeras på träplaner efter storlek,
typ och läge i skrovet.
På grund av mycket gynnsamma klimatiska förhållanden
är mycket liten del av varvets yta upptagen av byggnader,
då den ojämförligt största delen av hopsamlingsarbetet
utförs utomhus på öppna planer. De byggnader, som finns,
är huvudförråden, lagerhusen, tillverkningsverkstaden och
de mindre kopparslagar-, tunnplåts-, rör- och
maskinverkstäderna. De sex bäddarna är av typen "self-containing
Fig. 8. Nedhållningsfixtur för vinkeljärnsstag på plåtar.
berths", dvs. under dem äro inrymda verktygsförråd,
kraftcentraler, förmanskontor, omklädningsrum m.m. De
betjänas på var sida av portalkranar, av vilka åtta har 50 t
kapacitet och de övriga 35 t. Dessa kranar medger
passage under sig av tåg av standarddimensioner och av
lok-kranar. Kranbanorna sträcker sig utefter hela bädden, och
förtillverkade sektioner från Birmingham och andra
ställen kan lossas direkt från vagnen till skrovet utan dyrbar
mellantransport.
Den T-formade plåt- och tillverkningsverkstaden är
försedd med två svetsplaner på betongfundament, resp.
23 X 105 m och 9 X 55 m. I varje hall finns
gasskär-ningsbord jämte plåt- och profilbearbetningsplaner. Andra
arbetsmaskiner är 9 m plåtvalsar, profilsaxar och en
köl-bockningsmaskin för 7,5 m långa plåtar. Sammanlagt
finnas fem utomhussvetsplaner, som har en yta av 9 300 nr
tillsammans och är lämpligt belägna med hänsyn till
tillförseln av plåt och profiler från stålverken, förtillverkat
material från Birmingham och konstruktioner från varvets
plåt- och tillverkningsverkstad. Tre svetsplaner ligger
intill plåtverkstaden och således centralt placerade i
förhållande till bäddarna. De övriga båda är belägna vid
änden av bäddraden. De tre förra erhåller en stor mängd
enheter från plåtverkstaden, och dessa sektioner svetsas
ihop till större enheter. Planerna är tillverkade av
stålplåtar på fundament av betong eller kreosotbehandlat
timmer. Olägenheten med dem är, att de genom stukningar
o.d. under vädrets, gasskärningens och svetsningens
inverkan snart blir ojämna. Traverser för 10—15 t löper på
ställningar utmed hela planerna och erbjuder tillräcklig
lyftkapacitet; enheter på upp till 30 t kan manövreras. På
dessa planer görs så mycket svetsning som möjligt i
planläge i stället för på bäddarna. Några exempel på
arbetsföremål på planerna är dubbelbottens-, bordläggnings- och
däckssektioner, skott, akterskeppsenheter, luckenheter och
plattformar. Alla planerna är utrustade med syr- och
ace-tylengasuttag med 15 m delning. Den mesta svetsningen
utförs med växelström, som tas ut från dubbeluttag med
7,5 m delning.
Svetsplanavdelningen är en avdelning av
skrövavdelning-en och övervakas av svetsplanavdelningens verkmästare,
assisterad av en förman på varje plan. Sammanlagt
syssel-sättes inom avdelningen under dagdrift 36 "fitters"
(hop-sättare, som samlar och sätter upp en enhets olika
detaljer), 36 häftsvetsare, 38 svetsare, 10 brännare och 5
mejs-lare. Detta skift gör all hoppassning, häftning och
förberedande svetsning, varefter nattskiftets 70 svetsare
fullborda svetsningen.
Många detaljer, såsom vägare och luckändbalkar, läggs
ut i rader på svetsplanerna för häftning och svetsning i
kontinuerlig produktionslinjeföljd. Detta tillvägagångssätt
användes för delar, som var och en fordrar samma svets-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}