
Full resolution (JPEG) - On this page / på denna sida - H. 4. 24 januari 1948 - Tillverkningsmetoder och utrustning på ett amerikanskt storvarv, av Rolf Thorén

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
50
TEKNISK TIDSKRIFT
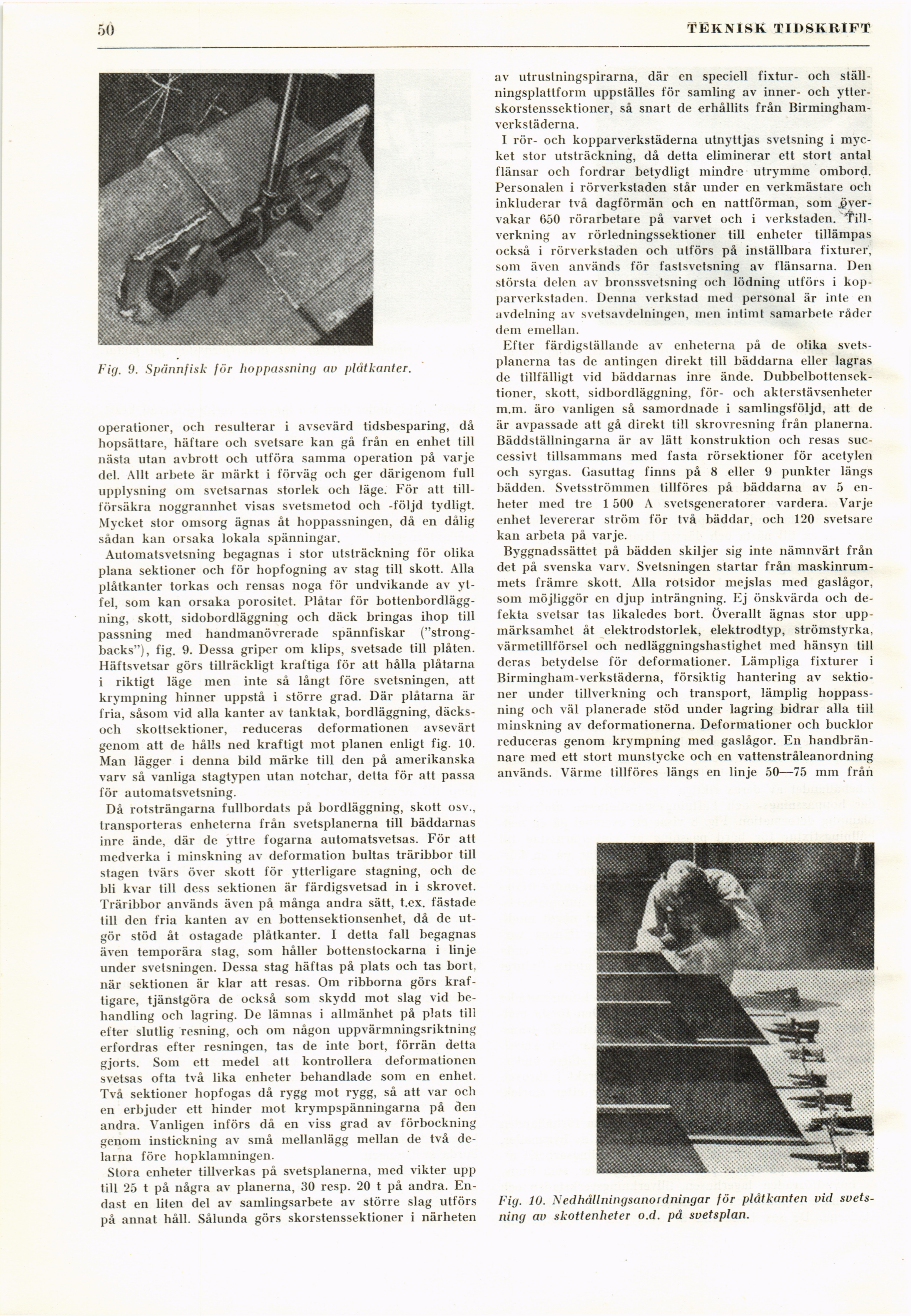
Fig. 9. Spännfisk för hoppassning av plåtkanter.
operationer, och resulterar i avsevärd tidsbesparing, då
hopsättare, häftare och svetsare kan gå från en enhet till
nästa utan avbrott och utföra samma operation på varje
del. Allt arbete är märkt i förväg och ger därigenom full
upplysning om svetsarnas storlek och läge. För att
tillförsäkra noggrannhet visas svetsmetod och -följd tydligt.
Mycket stor omsorg ägnas åt hoppassningen, då en dålig
sådan kan orsaka lokala spänningar.
Automatsvetsning begagnas i stor utsträckning för olika
plana sektioner och för hopfogning av stag till skott. Alla
plåtkanter torkas och rensas noga för undvikande av
yt-fel, som kan orsaka porositet. Plåtar för
bottenbordläggning, skott, sidobordläggning och däck bringas ihop till
passning med handmanövrerade spännfiskar
("strongbacks"), fig. 9. Dessa griper om klips, svetsade till plåten.
Häftsvetsar görs tillräckligt kraftiga för att hålla plåtarna
i riktigt läge men inte så långt före svetsningen, att
krympning hinner uppstå i större grad. Där plåtarna är
fria, såsom vid alla kanter av tanktak, bordläggning,
däcks-och skottsektioner, reduceras deformationen avsevärt
genom att de hålls ned kraftigt mot planen enligt fig. 10.
Man lägger i denna bild märke till den på amerikanska
varv så vanliga stagtypen utan notchar, detta för att passa
för automatsvetsning.
Då rotsträngarna fullbordats på bordläggning, skott osv.,
transporteras enheterna från svetsplanerna till bäddarnas
inre ände, där de yttre fogarna automatsvetsas. För att
medverka i minskning av deformation bultas träribbor till
stagen tvärs över skott för ytterligare stagning, och de
bli kvar till dess sektionen är färdigsvetsad in i skrovet.
Träribbor används även på många andra sätt, t.ex. fästade
till den fria kanten av en bottensektionsenhet, då de
utgör stöd åt ostagade plåtkanter. I detta fall begagnas
även temporära stag, som håller bottenstockarna i linje
under svetsningen. Dessa stag häftas på plats och tas bort,
när sektionen är klar att resas. Om ribborna görs
kraftigare, tjänstgöra de också som skydd mot slag vid
behandling och lagring. De lämnas i allmänhet på plats till
efter slutlig resning, och om någon uppvärmningsriktning
erfordras efter resningen, tas de inte bort, förrän detta
gjorts. Som ett medel att kontrollera deformationen
svetsas ofta två lika enheter behandlade som en enhet.
Två sektioner hopfogas då rygg mot rygg, så att var och
en erbjuder ett hinder mot krympspänningarna på den
andra. Vanligen införs då en viss grad av förbockning
genom instickning av små mellanlägg mellan de två
delarna före hopklämningen.
Stora enheter tillverkas på svetsplanerna, med vikter upp
till 25 t på några av planerna, 30 resp. 20 t på andra.
Endast en liten del av samlingsarbete av större slag utförs
på annat håll. Sålunda görs skorstenssektioner i närheten
av utrustningspirarna, där en speciell fixtur- och
ställningsplattform uppställes för samling av inner- och
ytter-skorstenssektioner, så snart de erhållits från
Birminghamverkstäderna.
I rör- och kopparverkstäderna utnyttjas svetsning i
mycket stor utsträckning, då detta eliminerar ett stort antal
flänsar och fordrar betydligt mindre utrymme ombord.
Personalen i rörverkstaden står under en verkmästare och
inkluderar två dagförmän och en nattförman, som
övervakar 650 rörarbetare på varvet och i verkstaden.
Tillverkning av rörledningssektioner till enheter tillämpas
också i rörverkstaden och utförs på inställbara fixturer,
som även används för fastsvetsning av flänsarna. Den
största delen av bronssvetsning och lödning utförs i
kopparverkstaden. Denna verkstad med personal är inte en
avdelning av svetsavdelningen, men intimt samarbete råder
dem emellan.
Efter färdigställande av enheterna på de olika
svetsplanerna tas de antingen direkt till bäddarna eller lagras
de tillfälligt vid bäddarnas inre ände.
Dubbelbottensek-tioner, skott, sidbordläggning, för- och akterstävsenheter
m.m. äro vanligen så samordnade i samlingsföljd, att de
är avpassade att gå direkt till skrovresning från planerna.
Bäddställningarna är av lätt konstruktion och resas
successivt tillsammans med fasta rörsektioner för acetylen
och syrgas. Gasuttag finns på 8 eller 9 punkter längs
bädden. Svetsströmmen tillföres på bäddarna av 5
enheter med tre 1 500 A svetsgeneratorer vardera. Varje
enhet levererar ström för två bäddar, och 120 svetsare
kan arbeta på varje.
Byggnadssättet på bädden skiljer sig inte nämnvärt från
det på svenska varv. Svetsningen startar från
maskinrummets främre skott. Alla rotsidor mejslas med gaslågor,
som möjliggör en djup inträngning. Ej önskvärda och
de-fekta svetsar tas likaledes bort. Överallt ägnas stor
uppmärksamhet åt elektrodstorlek, elektrodtyp, strömstyrka,
värmetillförsel och nedläggningshastighet med hänsyn till
deras betydelse för deformationer. Lämpliga fixturer i
Birmingham-verkstäderna, försiktig hantering av
sektioner under tillverkning och transport, lämplig
hoppassning och väl planerade stöd under lagring bidrar alla tiil
minskning av deformationerna. Deformationer och bucklor
reduceras genom krympning med gaslågor. En
handbrän-nare med ett stort munstycke och en vattenstråleanordning
används. Värme tillföres längs en linje 50—75 mm från
Fig. 10. Nedhållningsanoidningar för plåtkanten vid
svetsning av skottenheter o.d. på svetsplan.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}