
Full resolution (JPEG) - On this page / på denna sida - H. 20. 20 maj 1950 - Produktionsplanering och kostnadskontroll, av W B Atchison, Jr

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
.466
TEKNISK TIDSKRIFT
Omsättning................................... 220 000
Tillverkningskostnader för försålda produkter
Material .............................. 46 000
Arbetslöner ........................... 58 000
Omkostnader (fasta och rörliga kostnader
för utnyttjad kapacitet) ................ 42 000 146 000
Bruttovinst.................................... 74 000
Administrations- och försäljningskostnader..... 43 000
Nettovinst på driften....................................................31 000
övriga omkostnader
Förlust på outnyttjad kapacitet................................2 945
Nettovinst ........................................................................28 055
Fig. 4. Vinst- och förlustråkning februari 1947; detta
exempel förutsätter endast förlust på grund av outnyttjad
kapacitet; övriga variationer har utelämnats.
förlusterna, lokalisera dem och bedöma i vilket
förhållande de står till totalförlusten. Denna
rapport är i sak densamma som den chefsrapport,
vilken tidigare beskrivits i fig. 3. Dessa båda
rapporter tillsammans ger besked om var man bör
koncentrera sin uppmärksamhet, men förklarar
i och för sig icke hela den teori, som ligger
bakom den "decentraliserade kostnadskontrollen".
Denna kommer framför allt till synes i de
metoder, som användes för framskaffande av
upplysningar och initierande av ingripanden ute på
arbetsplatserna. Detta system innebär alltså, att
innan driftledningen behöver befatta sig med
problemet, varje befälsnivå inom organisationen
har haft anledning och tillfälle att vidtaga de
åtgärder, som faller inom ramen för dess ansvar.
Insamlingen av de nödvändiga uppgifterna
börjar redan i tillverkningsavdelningarna och
fortsätter hela vägen uppåt genom de olika leden
i organisationen. Sålunda gör t.ex. förmannen
eller hans assistent i en daglig
maskinstillestånds-rapport en anteckning om hur väl maskinerna
utnyttjats. Var gång en maskin stannar, noteras
detta och anledningen därtill anges, t.ex.
reparation, brist på order, brist på material. I och med
att förmannen måste fastställa anledningen till
stilleståndet har han samtidigt fått en
fingervisning om, vad hans nästa åtgärd bör bli, och i den
mån det ligger i hans makt, reder han ut
situationen. När maskinen kommit i gång igen,
antecknas tiden härför på rapporten.
I avdelningen för tillverkningsplanering och
-kontroll summeras varje dag rapporterna ihop,
så att de totala tidsförlusterna för de olika
stil-leståndsanledningarna erhålles för varje
avdelning, och vid veckans slut göres en motsvarande
totalrapport, likaledes för varje avdelning.
Planeringschefen går igenom dessa rapporter med
driftchefen, och tillsammans kan nu dessa båda
personer vidta de åtgärder, som är nödvändiga
för att de olika slagen av förluster i maskinernas
verkningsgrad skall kunna elimineras. En kopia
av totalrapporten går också till
kostnadsberäkningsavdelningen. Här sammanställes
veckorapporterna till månatliga sammandrag och
statistik föres över de totala förlusterna på grund
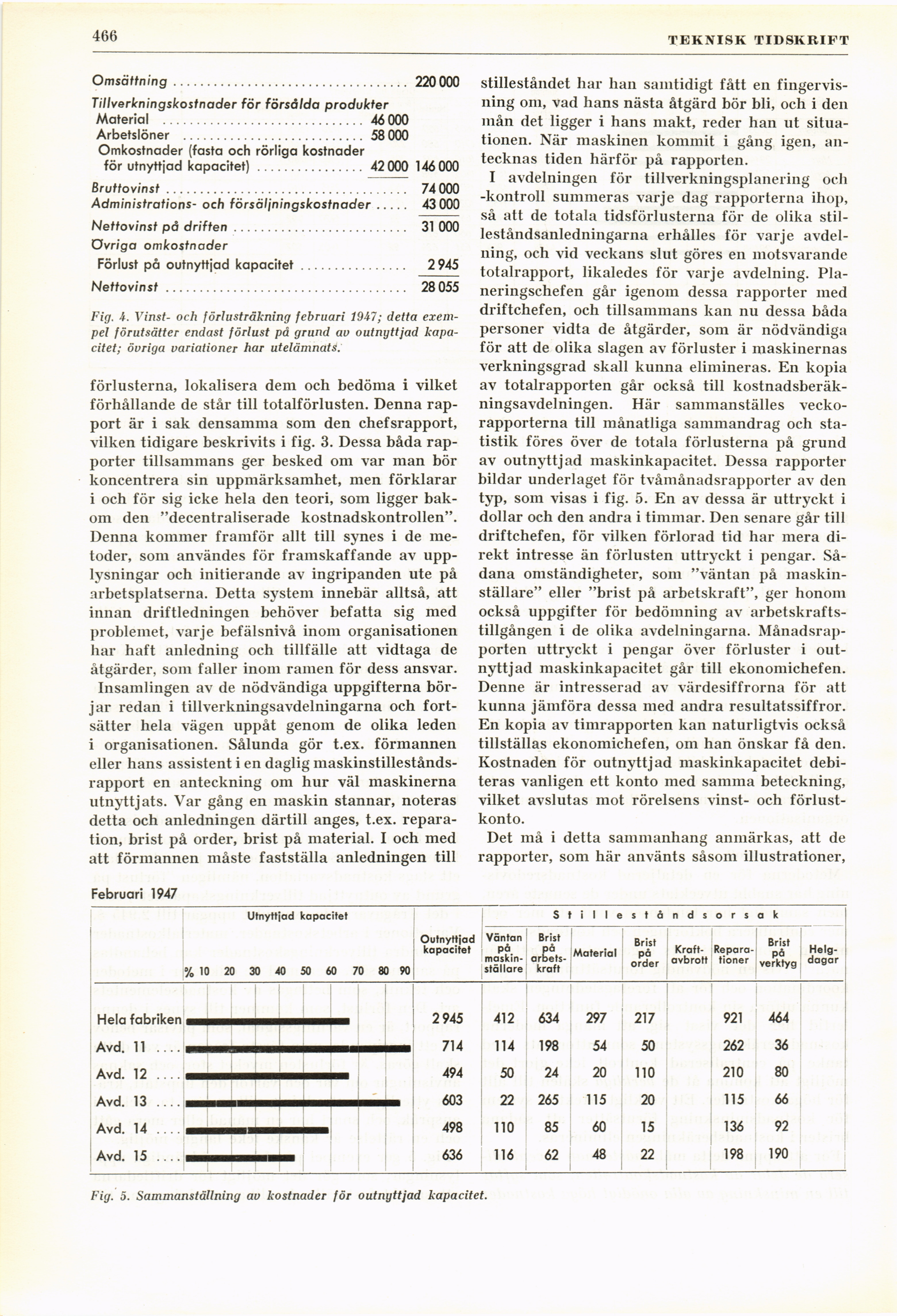
av outnyttjad maskinkapacitet. Dessa rapporter
bildar underlaget för tvåmånadsrapporter av den
typ, som visas i fig. 5. En av dessa är uttryckt i
dollar och den andra i timmar. Den senare går till
driftchefen, för vilken förlorad tid har mera
direkt intresse än förlusten uttryckt i pengar.
Sådana omständigheter, som "väntan på
maskin-ställare" eller "brist på arbetskraft", ger honom
också uppgifter för bedömning av
arbetskraftstillgången i de olika avdelningarna.
Månadsrapporten uttryckt i pengar över förluster i
outnyttjad maskinkapacitet går till ekonomichefen.
Denne är intresserad av värdesiffrorna för att
kunna jämföra dessa med andra resultatssiffror.
En kopia av timrapporten kan naturligtvis också
tillställas ekonomichefen, om han önskar få den.
Kostnaden för outnyttjad maskinkapacitet
debiteras vanligen ett konto med samma beteckning,
vilket avslutas mot rörelsens vinst- och
förlustkonto.
Det må i detta sammanhang anmärkas, att de
rapporter, som här använts såsom illustrationer,
Fig. 5. Sammanställning av kostnader för outnyttjad kapacitet.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}