
Full resolution (JPEG) - On this page / på denna sida - H. 20. 20 maj 1950 - Hur precisionsmåttsatser tillverkas, av sah
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20 maj 1950
479
Hur precisionsmåttsatser
tillverkas
621.753.3
Tillverkningen av precisionsmåttsatser — även kallade
passbitar — har omgivits med stor hemlighet, men innebär
egentligen endast tillämpningen av kända mekaniska
bearbetningsmetoder, jämte minutiös noggrannhet,
omsorgsfull övervakning av alla operationer — och framför allt
tålamod.
Problemen ligger huvudsakligen i följande sju faktorer:
värmeutvidgning, hårdhet, stabilitet, storlek, ytplanhet,
planparallellitet och ytjämnhet. Fordringarna är i stort
sett en noggrannhet i dimensioner och parallellitet av
storleksordningen en hundratusendels millimeter och en
ytjämnheten av 0,6 ja" rms (ca 0,06 ja profildjup) för
A-kvaliteten. Ytjämnheten är en egenskap, som man först på
senare tid har börjat ställa stora fordringar på, då den
— bortsett från dess nödvändighet för häftningen — har
visat sig ha stor betydelse för passbitarnas hållbarhet och
slitstyrka.
Passbitarna tillverkas av stångmaterial SAE 52 100 (ett
elektrostål med 0,95—1,10 % C, 0,25—0,45 % Mn, 1,30—
1,60 % Cr) eller liknande. Den lilla kromhalten i dessa
stålsorter gör det möjligt att kombinera optimala
egenskaper i fråga om hårdhet, stabilitet, efterbehandling,
slitstyrka, korrosionshållfasthet och värmeutvidgning.
Materialet är lätt att bearbeta före värmebehandling och lätt
att slipa efter härdning.
Förbehandling
Passbitarna kapas först till önskad längd med 1,5 mm
be-arbetningsmån. De slipas därefter över hela ytan för att
få bort avkolningen och värmes i en gaseldad muffelugn
till 850°C samt avkyles i olja. Därefter kontrolleras att
hårdheten är minst 65° Rockwell C.
Passbitarna slipas i satser om 200 i en
precicionsslip-maskin, där de icke mätande ytorna slipas till
färdigdimension. Mätytorna slipas en andra gång till + 8,5 ja
be-arbetningsmån för läppningen. Härefter följer den första
okonventionella proceduren, nämligen stabiliseringen, under
vilken blocken snabbåldras. De kyles till — 80° under
flera timmar, uppvärmes sedan till + 95°C, kyles igen, och
så vidare tjugo gånger efter varandra, för att man skall
vara säker på att austeniten helt omvandlas i martensit.
National Bureau of Standards har utarbetat ett system
för provning av stabiliteten. En passbit kokas under ett
dygn i en 1 % kaliumbikromatlösning; om passbiten därvid
ändrar sina dimensioner med mer än 1/12 500 000 kasseras
den.
Efter stabiliseringen lagras passbitarna på hyllor vid
rumstemperatur i flera månader före slutbearbetningen.
Omedelbart innan denna skall ske avsynas passbitarna i
magnetisk komparator för att upptäcka sprickor, inre
felaktigheter eller hårdhetsvariationer.
Förläppning
Slutbearbetningen äger rum i lokaler som är dammtäta
och förses med filtrerad dammfri luft med en temperatur
av 20°C och en högsta luftfuktighet av 45 %.
Läppningen sker i maskiner, i vilka passbitarna genom
en excenter bibringas en slumpmässigt varierande rörelse,
som icke upprepar sig på 220 000 varv. Läppskivorna är
tillverkade av finkornigt meehanitegjutjärn av speciellt hög
kvalitet. Läppskivorna användes i satser om tre, vilka
samarbetar för att få fram en absolut plan yta.
I den första proceduren, förläppningen, avlägsnas 15,0 ja
från passbitens båda ytor. Läppningsskivorna läppas först
själva tillsammans med ett slipmedel, så att deras planhet
uppgår till högst en halv ljusvåglängd, motsvarande 0,25 u
planhet. Slipmedlet är kiselkarbid med kornstorlek 300.
Passbitarna är ordnade i hållare av runda, härdade
stålplattor, i vilka har stansats rektangulära hål, vilka är lagom
stora för att passbitarna lätt skall kunna sättas in.
Förläppningen fortskrider till dess passbitarna har ett
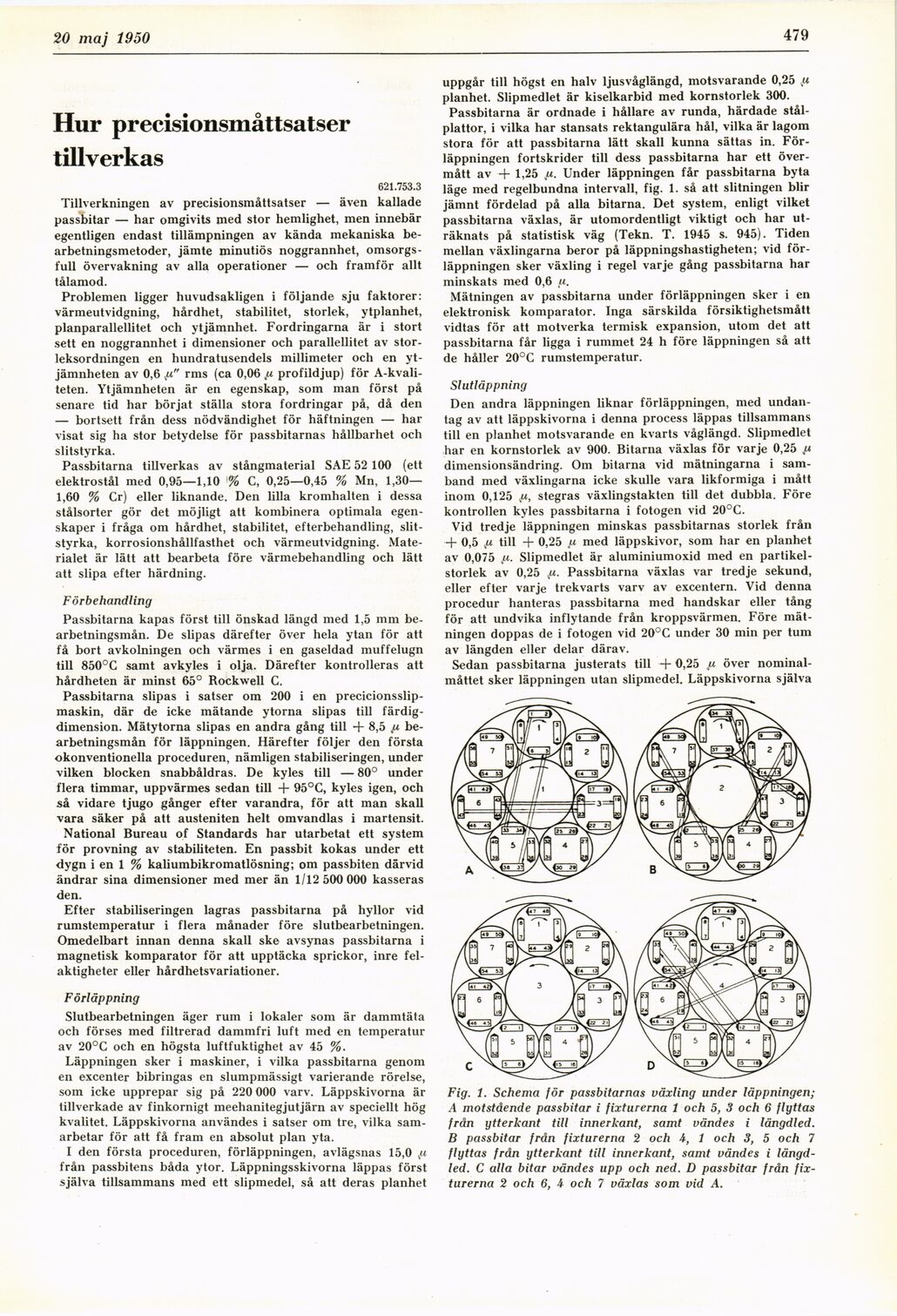
övermått av + 1,25 ja. Under läppningen får passbitarna byta
läge med regelbundna intervall, fig. 1. så att slitningen blir
jämnt fördelad på alla bitarna. Det system, enligt vilket
passbitarna växlas, är utomordentligt viktigt och har
uträknats på statistisk väg (Tekn. T. 1945 s. 945). Tiden
mellan växlingarna beror på läppningshastigheten; vid
förläppningen sker växling i regel varje gång passbitarna har
minskats med 0,6 ja.
Mätningen av passbitarna under förläppningen sker i en
elektronisk komparator. Inga särskilda försiktighetsmått
vidtas för att motverka termisk expansion, utom det att
passbitarna får ligga i rummet 24 h före läppningen så att
de håller 20°C rumstemperatur.
Slutläppning
Den andra läppningen liknar förläppningen, med
undantag av att läppskivorna i denna process läppas tillsammans
till en planhet motsvarande en kvarts våglängd. Slipmedlet
har en kornstorlek av 900. Bitarna växlas för varje 0,25 ja
dimensionsändring. Om bitarna vid mätningarna i
samband med växlingarna icke skulle vara likformiga i mått
inom 0,125 ja, stegras växlingstakten till det dubbla. Före
kontrollen kyles passbitarna i fotogen vid 20°C.
Vid tredje läppningen minskas passbitarnas storlek från
+ 0,5 ja till + 0,25 ja med läppskivor, som har en planhet
av 0,075 ja. Slipmedlet är aluminiumoxid med en
partikelstorlek av 0,25 ja. Passbitarna växlas var tredje sekund,
eller efter varje trekvarts varv av excentern. Vid denna
procedur hanteras passbitarna med handskar eller tång
för att undvika inflytande från kroppsvärmen. Före
mätningen doppas de i fotogen vid 20°C under 30 min per tum
av längden eller delar därav.
Sedan passbitarna justerats till + 0,25 ja över
nominal-måttet sker läppningen utan slipmedel. Läppskivorna själva
Fig. 1. Schema för passbitarnas växling under läppningen;
A motstående passbitar i fixturerna 1 och 5, 3 och 6 flyttas
från ytterkant till innerkant, samt vändes i längdled.
B passbitar från fixturerna 2 och 4, 1 och 3, 5 och 7
flyttas från ytterkant till innerkant, samt vändes i
längdled. C alla bitar vändes upp och ned. D passbitar från
fixturerna 2 och 6, 4 och 7 växlas som vid A.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}