
Full resolution (JPEG) - On this page / på denna sida - H. 16. 21 april 1951 - Nya metoder - Gjutning och smidning av titan, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1U april 1951
331
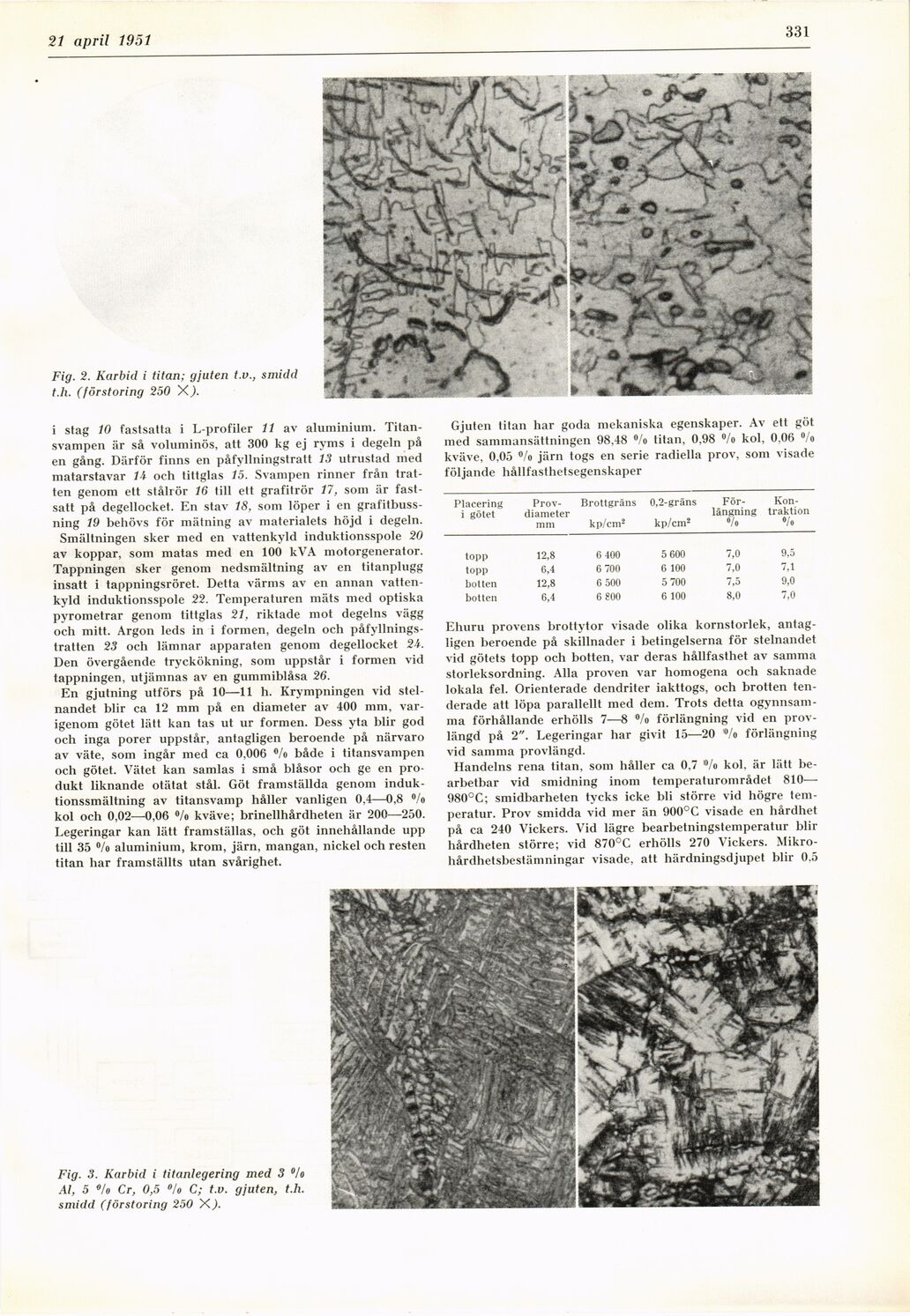
Fig. 2. Karbid i titan; gjuten t.v., smidd
t.h. (förstoring 250 X).
i stag 10 fastsatta i L-profiler 11 av aluminium.
Titan-svampen är så voluminös, att 300 kg ej rvms i degeln på
en gång. Därför finns en påfyllningstratt 13 utrustad med
matarstavar 14 och tittglas 15. Svampen rinner från
tratten genom ett stålrör 16 till ett grafitrör 17, som är
fastsatt på degellocket. En stav 18, som löper i en
grafitbuss-ning 19 behövs för mätning av materialets höjd i degeln.
Smältningen sker med en vattenkyld induktionsspole 20
av koppar, som matas med en 100 kVA motorgenerator.
Tappningen sker genom nedsmältning av en titanplugg
insatt i tappningsröret. Detta värms av en annan
vattenkyld induktionsspole 22. Temperaturen mäts med optiska
pyrometrar genom tittglas 21, riktade mot degelns vägg
och mitt. Argon leds in i formen, degeln och
påfyllningstratten 23 och lämnar apparaten genom degellocket 24.
Den övergående tryckökning, som uppstår i formen vid
tappningen, utjämnas av en gummiblåsa 26.
En gjutning utförs på 10—11 h. Krympningen vid
stelnandet blir ca 12 mm på en diameter av 400 mm,
varigenom götet lätt kan tas ut ur formen. Dess yta blir god
och inga porer uppstår, antagligen beroende på närvaro
av väte, som ingår med ca 0,006 %> både i titansvampen
och götet. Vätet kan samlas i små blåsor och ge en
produkt liknande otätat stål. Göt framställda genom
induk-tionssmältning av titansvamp håller vanligen 0.4—0,8 °/o
kol och 0,02—0,06 °/o kväve; brinellhårdheten är 200—250.
Legeringar kan lätt framställas, och göt innehållande upp
till 35 %> aluminium, krom, järn, mangan, nickel och resten
titan har framställts utan svårighet.
Gjuten titan har goda mekaniska egenskaper. Av ett göt
med sammansättningen 98.48 %> titan, 0,98 °/o kol, 0,06 °/o
kväve, 0.05 fl/o järn togs en serie radiella prov, som visade
följande hållfasthetsegenskaper
Placering i götet [-Provdiameter-] {+Prov- diameter+} mm Brottgräns kp/cmä 0,2-gräns kp/cm2 [-Förlängning-] {+För- längning+} °/o Kon- traktion %
topp 12,8 6 400 5 600 7,0 9,5
topp 6,4 6 700 6 100 7,0 7,1
botten 12,8 6 500 5 700 7,5 9,0
botten 6,4 6 800 6 100 8,0 7,0
Ehuru provens brottytor visade olika kornstorlek,
antagligen beroende på skillnader i betingelserna för stelnandet
vid götets topp och botten, var deras hållfasthet av samma
storleksordning. Alla proven var homogena och saknade
lokala fel. Orienterade dendriter iakttogs, och brotten
tenderade att löpa parallellt med dem. Trots detta
ogynnsamma förhållande erhölls 7—8 °/o förlängning vid en
provlängd på 2". Legeringar har givit 15—20 ®/o förlängning
vid samma provlängd.
Handelns rena titan, som håller ca 0,7 ®/o kol. är lätt
be-arbetbar vid smidning inom temperaturområdet 810—
980°C; smidbarheten tycks icke bli större vid högre
temperatur. Prov smidda vid mer än 900°C visade en hårdhet
på ca 240 Vickers. Vid lägre bearbetningstemperatur blir
hårdheten större; vid 870°C erhölls 270 Vickers.
Mikro-hårdhetsbestämningar visade, att härdningsdjupet blir 0.5
Fig. 3. Karbid i titanlegering med 3 °lo
Al, 5 o/o Cr, 0,5 °/o C; t.v. gjuten, t.h.
smidd (förstoring 250 X).
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}