
Full resolution (JPEG) - On this page / på denna sida - H. 42. 17 november 1951 - Andras erfarenheter - Kallvalsning av band i USA, av VK - Provning av svetsar med radon, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
986 TEKNISK TIDSKRIFT
Fig. 2. Y-valsverk.
utnyttjas även vid de största bandbredderna användes
allmänt valsverk bestående av 12 eller 20 valsar. I en dylik
konstruktion, Sendzimir-valsverket, fig. 1, (Tekn. T. 1947
s. 936), kan diametern på arbetsvalsarna i extrema fall
nedbringas till 36 mm vid en valsbredd av 960 mm.
Drivningen sker med de fyra närmast arbetsvalsarna placerade
stödvalsarna och valshastigheten är 500 m/min.
CMP-valsverket är ett kvartovalsverk med tämligen klena
arbetsvalsar och drivna stödvalsar. Tjocklekstoleranserna
uppges vara ± 0,006 mm vid en bandbredd av 200 mm. En
tämligen ny konstruktion är Y-valsverket enligt fig. 2. Den
nedre arbetsvalsen stöds av tvenne valsar. Både den nedre
arbetsvalsen och de övre stödvalsarna har samma diameter
och är drivna.
Betningen är i USA en väl utforskad arbetsprocess och
betningsanläggningarna är ganska påkostade. Mekanisk
sönderbrytning av oxidskiktet har konstaterats medföra
sämre arbetsresultat men samtidigt är man fullt medveten
om dess stora ekonomiska betydelse. Man betar i regel
med varm svavelsyra och använder sträckbetverk för en
eller flera samtidigt genomlöpande band. Betkar för
bandringar förekommer ej numera. Koncentrationen på färsk
syra är 25 °/o och syran bytes i regel när koncentrationen
sjunkit under 14 °/o. Nyare verk arbetar med en
badtemperatur av 107—110°C. Härigenom har bettiden kunnat
reduceras till 3/4 min. Bandhastigheten i sådana verk kan
uppgå till 150 m/min.
Kallvalsat band, avsett för förzinkning, måste
ovillkorligen rengöras före glödgningen. Elektrolytisk rengöring
har vunnit stor användning men är ganska dyrbar.
Glödgning utföres antingen i ugnar för plåt, plåtringar eller för
genomlöpande band. 1,8 mm uppges vara den största
bandtjocklek, som kan avvecklas från bandring utan risk för
knäckningsfigurer.
Ugnar för genomlöpande plåtband är under utveckling.
Dessa lämpar sig för glödgning av stål med hög kolhalt
men ej för plåt med låg kolhalt, t.ex. för dragpressning
emedan tillräcklig mjukhet ej kan erhållas. Lådugnar har
spelat ut sin roll.
Bland klockugnarna nämnes två typer: en för direkt
uppvärmning med gasbrännare eller med uppvärmda stålrör.
För förbättring av värmeekonomin har ugnarna försetts
med kraftig skyddsgascirkulation i konvektorer för att leda
värmet mot plåtringarnas kanter samt med anordning för
förvärmning av förbränningsluften. Genom dessa åtgärder
har tiden fram till fullständig genomvärmning kunnat
reduceras till 21 h medan den vid äldre konstruktioner är
56 h.
Av all galvaniserad plåt framställes 60 °/o elektrolytiskt.
Man arbetar antingen enligt det sura Ferrostan-förfarandet,
vid vilket den tvåvärda zinken utfälles, eller enligt den
basiska metoden, vid vilken den fyrvärda zinken utfälles.
Hälften av all på elektrolytisk väg framställd galvaniserad
plåt har ett zinkskikt av 5 g/nr på bägge sidor av plåten
och resten framställes med ett skikt av 10 g/m2.
Varm-galvanisering förekommer fortfarande för zinkskikt över
15 g/m2 (W Harkort i Ståhl u. Eisen 15 febr. 1951). VK
Provning av svetsar med radon. En engelsk firma
ställdes inför uppgiften att av 75 mm ångpanneplåt
tillverka cylindriska kärl, 7,6 m långa och 1,4 m i diameter.
Till vart och ett användes fyra plåtar, som svetsades
samman, och det gällde att prova svetsarna. Böntgenprovning
skulle ha fordrat en mycket stor och dyrbar apparat (för
1—2 MV), och man valde därför att använda
gammastrå-lar. som har mycket stor genomträngningsförmåga (jfr
Tekn. T. 1949 s. 1009).
Vid val av strålningskälla stannade man för radon av
följande skäl: Man kan adsorbera upp till 6,4 c* radon i
1 mm3 aktivt kol och kan därför få en intensiv, starkt
koncentrerad strålning. Badon kunde erhållas på nära
håll, vilket var av vikt på grund av dess relativt korta
halveringstid (3,85 dygn); ett preparat på 1,5—2 c kunde
användas högst 7—10 dygn.
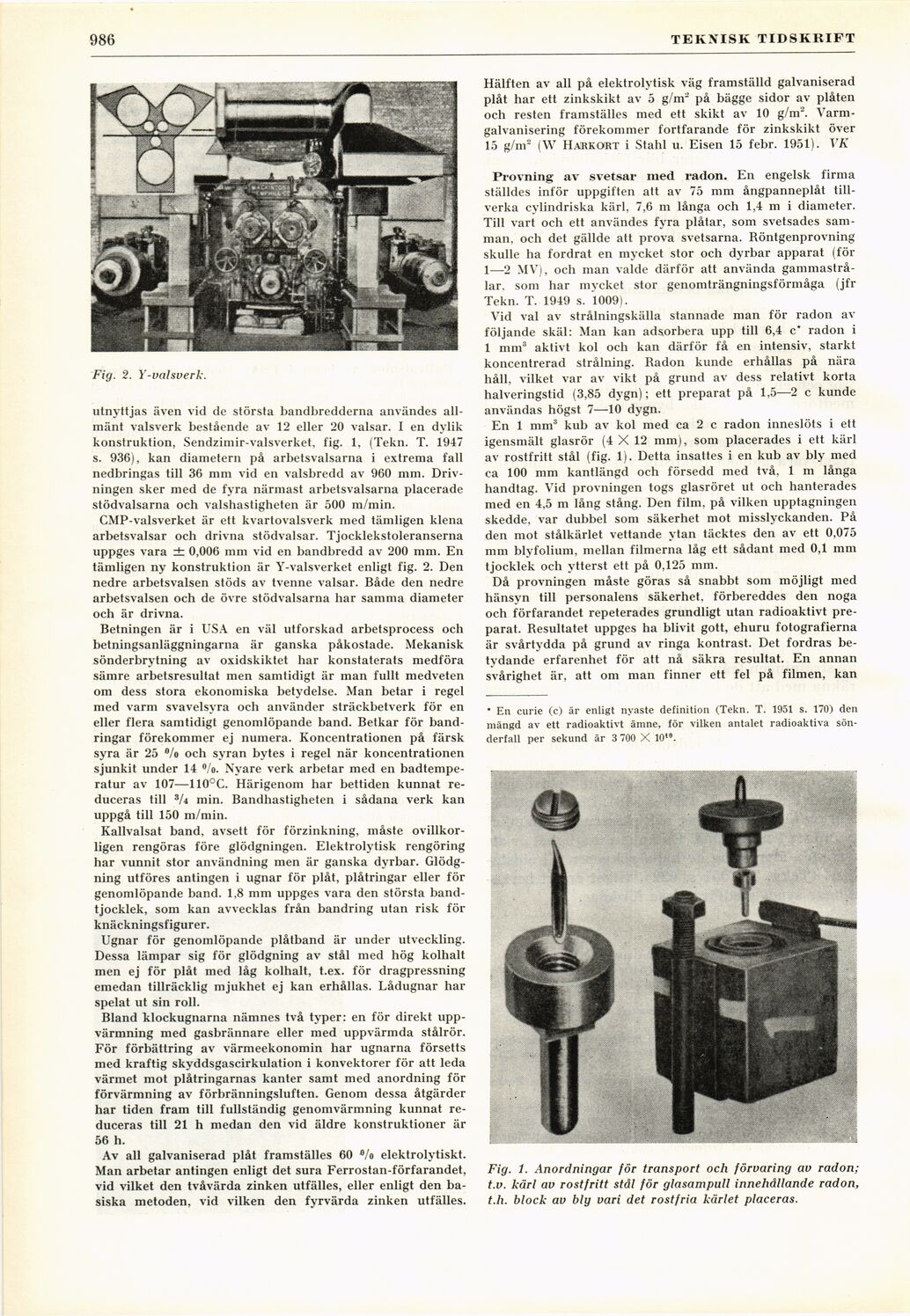
En 1 mm3 kub av kol med ca 2 c radon inneslöts i ett
igensmält glasrör (4 X 12 mm), som placerades i ett kärl
av rostfritt stål (fig. 1). Detta insattes i en kub av bly med
ca 100 mm kantlängd och försedd med två, 1 m långa
handtag. Vid provningen togs glasröret ut och hanterades
med en 4,5 m lång stång. Den film. på vilken upptagningen
skedde, var dubbel som säkerhet mot misslyckanden. På
den mot stålkärlet vettande ytan täcktes den av ett 0,075
mm blyfolium, mellan filmerna låg ett sådant med 0,1 mm
tjocklek och ytterst ett på 0,125 mm.
Då provningen måste göras så snabbt som möjligt med
hänsyn till personalens säkerhet, förbereddes den noga
och förfarandet repeterades grundligt utan radioaktivt
preparat. Besultatet uppges ha blivit gott, ehuru fotografierna
är svårtydda på grund av ringa kontrast. Det fordras
betydande erfarenhet för att nå säkra resultat. En annan
svårighet är, att om man finner ett fel på filmen, kan
* En curie (c) är enligt nyaste definition (Tekn. T. 1951 s. 170) den
mängd av ett radioaktivt ämne, för vilken antalet radioaktiva
sönderfall per sekund är 3 700 X 1010.
Fig. 1. Anordningar för transport och förvaring av radon;
t.v. kärl av rostfritt stål för glasampu.il innehållande radon,
t.h. block av bly vari det rostfria kärlet placeras.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}