
Full resolution (JPEG) - On this page / på denna sida - H. 14. 8 april 1952 - Lastningsproblem vid bergbrytning, av Boris Serning - Nya metoder - Tunnplåt ur flytande tackjärn, av J Murkes

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 april 1952
329
längd fordras för en Joy Loader och två
skyttel-vagnar, om vi tillåter den underhållskostnad i
öre/t, som nu enligt statistik föreligger för dels
Eimco 40 och dels LM-55 maskiner? Vi räknar
därvid med att den spårlösa utrustningen utför
samma arbetsprestation som tre Eimco 40 eller
sex LM-55, varvid transporten till schakt
ombesörjes av ett ackumulatorlok. Vagnarna har
antagits vara 3 m3 Granby-vagnar. Kraven på
loaderutrustningen ligger enligt detta omkring
400 000 t upplastat material.
Fördelar med spårlös transportutrustning
Utöver denna något pekuniära kalkyl vill jag
anföra de fördelar som vi anser oss vinna med
metoden "spårlös transport" vid t.ex. vår
skivras-brytning:
smidigheten och aktionsradien vid lastning i
taget blir större vid spårlös utrustning. Större
frihet ges vid uppläggandet av brytningsplanerna
— en ekonomiskt mer lönande brytning kan
åstadkommas;
en betydligt större koncentrering av driften blir
möjlig, dels genom att arbetsplatser ej måste
avstängas för rälsläggning eller brytning, dels
genom skyttelvagnarnas större smidighet vid
transporterna;
improvisationer vid uttagningen av skivorna
kan göras snabbare och smidigare;
det kan ej undvikas att räls då och då följer
med och stänger rasen vid användning av
spårbunden materiel, vilket i hög grad försvårar
uttagningen av skivorna. Detta elimineras helt vid
spårlös brytning;
borrvagnar ansluter sig i allmänhet bättre till
en spårlös brytning, genom att större rörlighet
och smidighet, speciellt åt sidorna, kan
åstadkommas;
olycksfallsriskerna såväl vid transporten av
berget som vid själva utlastningen torde bli
mindre.
Man frågar sig till sist: "Är dessa stora
maskiner med sin höga kapacitet förbehållna de stora
malmer, som t.ex. finns i de lappländska
malmfälten eller kan de också med fördel användas
vid de medelstora mellansvenska gruvorna?"
Man torde kunna säga, att ytterst få av dessa
gruvor för närvarande har sin brytning ordnad
så, att ett omedelbart införande av Joy Loader
eller skyttelvagnar skulle löna sig. Det finns
dock exempel på gruvor i USA, där man under
ganska likartade förhållanden som i Sverige,
med fördel använt dessa maskiner vid
årsbryt-ningar på 300 000 och 500 000 t/år. Speciellt vid
driftsomläggningar, och när det gäller att snabbt
försöka komma upp till ökad
produktionskapacitet, torde det vara värt att överväga
kombinationen Joy Loader och skyttelvagnar.
Nya metoder
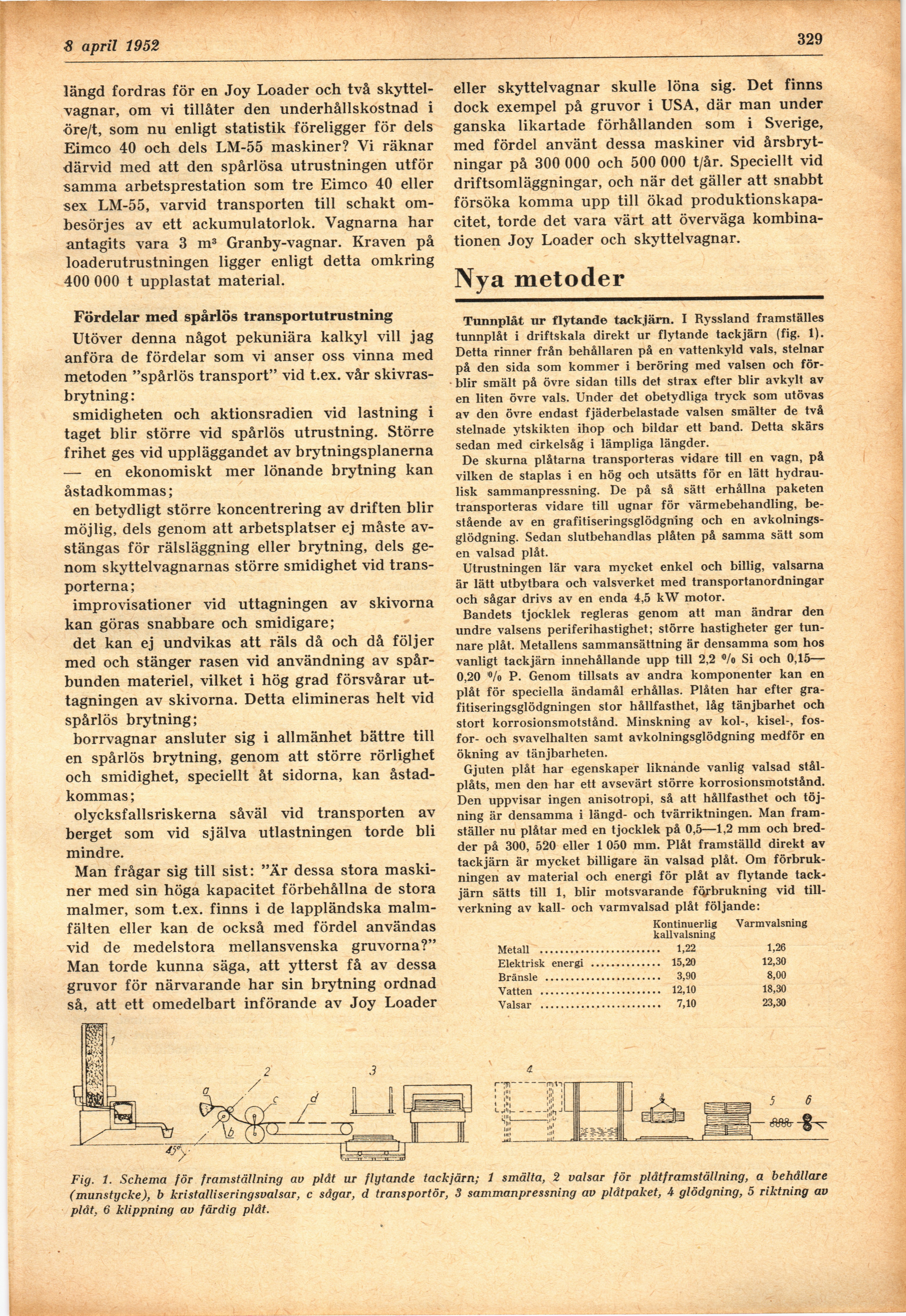
Tunnplåt ur flytande tackjärn. I Ryssland framställes
tunnplåt i driftskala direkt ur flytande tackjärn (fig. 1).
Detta rinner från behållaren på en vattenkyld vals, stelnar
på den sida som kommer i beröring med valsen och
förblir smält på övre sidan tills det strax efter blir avkylt av
en liten övre vals. Under det obetydliga tryck som utövas
av den övre endast fjäderbelastade valsen smälter de två
stelnade ytskikten ihop och bildar ett band. Detta skärs
sedan med cirkelsåg i lämpliga längder.
De skurna plåtarna transporteras vidare till en vagn, på
vilken de staplas i en hög och utsätts för en lätt
hydraulisk sammanpressning. De på så sätt erhållna paketen
transporteras vidare till ugnar för värmebehandling,
bestående av en grafitiseringsglödgning och en
avkolnings-glödgning. Sedan slutbehandlas plåten på samma sätt som
en valsad plåt.
Utrustningen lär vara mycket enkel och billig, valsarna
är lätt utbytbara och valsverket med transportanordningar
och sågar drivs av en enda 4,5 kW motor.
Bandets tjocklek regleras genom att man ändrar den
undre valsens periferihastighet; större hastigheter ger
tunnare plåt. Metallens sammansättning är densamma som hos
vanligt tackjärn innehållande upp till 2,2 °/o Si och 0,15—
0,20 */o P. Genom tillsats av andra komponenter kan en
plåt för speciella ändamål erhållas. Plåten har efter
gra-fitiseringsglödgningen stor hållfasthet, låg tänjbarhet och
stort korrosionsmotstånd. Minskning av kol-, kisel-,
fosfor- och svavelhalten samt avkolningsglödgning medför en
ökning av tänjbarheten.
Gjuten plåt har egenskaper liknande vanlig valsad
stålplåts, men den har ett avsevärt större korrosionsmotstånd.
Den uppvisar ingen anisotropi, så att hållfasthet och
töjning är densamma i längd- och tvärriktningen. Man
framställer nu plåtar med en tjocklek på 0,5—1,2 mm och
bredder på 300, 520 eller 1 050 mm. Plåt framställd direkt av
tackjärn är mycket billigare än valsad plåt. Om
förbrukningen av material och energi för plåt av flytande
tackjärn sätts till 1, blir motsvarande förbrukning vid
tillverkning av kall- och varm valsad plåt följande:
Kontinuerlig Varmvalsning
kallvalsning
Metall ........................ 1,22 1,26
Elektrisk energi .............. 15,20 12,30
Bränsle ....................... 3,90 8,00
Vatten ........................ 12,10 18,30
Valsar ........................ 7,10 23,30
Fig. 1. Schema för framställning av plåt ur flytande tackjärn; 1 smälta, 2 valsar för plåtframställning, a behållare
(munstycke), b kristalliseringsvalsar, c sågar, d transportör, 3 sammanpressning av plåtpaket, 4 glödgning, 5 riktning av
plåt, 6 klippning av färdig plåt.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}