
Full resolution (JPEG) - On this page / på denna sida - H. 26. 30 juni 1953 - Andras erfarenheter - Pannbrännolja för dieselmotorer, av Harald Almquist - Självrenande antimonelektrod, av SHl - Nya metoder - Pulvermetallurgisk framställning av zirkoniumämnen, av SHl - Slitstark pump, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
548
TEKNISK TIDSKRIFT
Vid tvåtaktmotorer med spolventiler har det visat sig
lämpligt att lägga på stellit på ventilsätena.
Före igångsättningen med pannbrännolja bör ledningar,
pumpar, ventiler och cylindrarnas kylmantlar värmas med
ånga eller med varmvatten från hjälpmaskinerna (Congrès
International de Moteurs à Combustion Interne, Milano
apr. 1953). Harald Almquist
Självrenande antimonelektrod. Antimonelektroder för
pH-bestämning har betydande fördelar framför
glaselektroder i lösningar som inte innehåller oxiderande eller
reducerande ämnen, särskilt vid högt pH. De har emellertid
olägenheten att de måste rengöras ofta. Detta sker
vanligen med motordrivna rengöringsanordningar som fordrar
ganska mycket underhåll och därför är besvärliga i
användning. För att undanröja denna svårighet har man
konstruerat en självrenande antimonelektrod.
Den består av en ring med rektangulärt tvärsnitt, gjord
av antimon och inklämd mellan två plattor av
isolationsmaterial. Härigenom bildas en bana i vilken en glaskula
löper. Provlösning insprutas tangentiellt, varigenom kulan
sätts i rörelse och gnider mot antimonringens inneryta.
Denna hålls härigenom tillräckligt ren. Lösningen rinner ut
genom ett centralt placerat T-rör av plast till vars ena
skänkel referenselektrodens kaliumkloridbehållare är
ansluten. Ett tryck på 0,5—1 m vätskepelare är tillräckligt
för att hålla kulan i rörelse (Chemical & Engineering News
9 febr. 1953). SHl
Nya metoder
Pulvermetallurgisk framställning av zirkoniumämnen.
Smältning av zirkonium kan utföras, men den är en
besvärlig process som fordrar hög temperatur och mycket
speciell teknik. Det finns inget lämpligt degelmaterial, och
man använder därför snabbsmältning i ljusbåge varvid det
är svårt att tillsätta legeringsämnen. Detta kan däremot ske
på mycket enkelt sätt vid tillämpning av
pulvermetallurgisk teknik, då legeringsämnen i pulverform helt enkelt
kan blandas med zirkonium- eller zirkoniumhydridpulver
innan man gör formstycken av det.
Zirkonium kan absorbera syre och kväve vid hög
temperatur och håller kvar dessa ämnen vid rumstemperatur.
Så litet som 0,5 "Vo syre eller kväve är tillräckligt för att
göra metallen spröd. Då duktilt zirkonium tar upp syre
mycket lätt när det pulvriseras, måste man framställa
zir-koniumpulvret direkt genom reduktion eller av ren metall
som görs spröd och pulvriseras under utestängande av
syre och kväve. Bäst torde dock hydridprocessen vara.
Man kan nämligen göra zirkonium fullkomligt sprött
genom upphettning i vätgas därför att zirkoniumhydrid
bildas. Med metallsvamp av den typ, som erhålles vid
Kroll-processen (Tekn. T. 1952 s. 301), går reaktionen snabbt
vid 400°C, men med massiv metall sker den långsamt.
Vätets diffusion i metallen blir tillräckligt snabb först vid
800°C. Massivt hydrerat material kan sålunda framställas
utan nämnvärd ökning av dess syre- eller kvävehalt, och
det kan lätt pulvriseras i hammarkvarn eller för hand.
Automatisk målning måste utföras i inert atmosfär (argon
eller helium).
Det erhållna pulvret är poryfort, om det är tillräckligt
fint, och det måste därför hanteras med stor försiktighet.
Den lämpligaste genomsnittliga kornstorleken för
pulver-metallurgisk bearbetning är 8 u med mycket liten mängd
under 2 ju. Detta pulver tänder sig inte spontant i luft. Vid
formning och sintring ger det duktil metall vars kvalitet
till största delen beror på utgångsmetallens. Vid
pulvri-sering av hydriden absorberas endast 0,2—0,3 °/o syre, och
den sintrade metallen har samma syrehalt. Härigenom ökas
dess hårdhet och brottgräns utan att dess varm- eller
kall-bearbetbarhet ändras märkbart. En syrehalt av den
nämnda storleksordningen är därför önskvärd. Vid sintring av
pulver med lägre syrehalt brukar man tillföra en reglerad
mängd syre.
Zirkoniumhydridpulvret pressas till stavar vid 25—160
kp/mm2 utan smörjmedel; detta skulle nämligen vålla
svårigheter vid sintringen. Stavarna vakuumsintras, lämpligen
i skepp av grafit eller zirkoniumoxid. Sintringstemperatur
och sintringstid beror på önskad täthet hos arbetsstycket.
Bästa betingelser för erhållande av tät zirkonium av
zirkoniumhydridpulver med 8 u genomsnittlig kornstorlek är
ett presstryck på 80 kp/mm2 och 3 h sintring vid 1 250°C.
Det erhållna materialets egenskaper blir då:
Täthet vid halt av 2,5 °/o Hf ............ g/cm3 6,59
Resistivitet vid 20° G ....................cm 58—60
Hårdhet .......................... Rockwell B 92
Brottgräns .............................kp/cm2 6 650
0,2-gräns ............................... kp/cm2 5 400
Förlängning ................................ °/o 6
Kontraktion ................................ ®/o 5
Det är anmärkningsvärt att man kan uppnå teoretisk
täthet hos metallen genom sintring av hydridstavar vid en
temperatur ca 800°C under dess smältpunkt. Den erhållna
metallens duktilitet är också märklig; en sintrad stav kan
t.ex. vridas 360° utan att brista. Det sintrade materialet
har fullkomligt blank yta och kan användas utan vidare
bearbetning. Sådan kan ske med skärande verktyg eller
genom slipning; i senare fallet måste man iaktta stor
försiktighet och helst utföra bearbetningen i vatten. Metallens
bearbetbarhet är ungefär densamma som aluminiums.
Den sintrade metallen kan vidare varmbearbetas i luft
vid upp till 700°C, om någon oxidation av dess yta tillåts.
Vid långvarig varmbearbetning är det bäst att kapsla in
metallen i koppar. Dess duktilitet kan ökas avsevärt genom
varmbearbetning eller kallbearbetning och glödgning. Flera
hundra prov har kallvalsats med 50—75 % reduktion utan
att kantsprickor uppstått. Efter glödgning vid 900°C kan
man ånyo kallvalsa till 75 °/o reduktion.
I vissa fall är det bättre att använda zirkonium- i stället
för zirkoniumhydridpulver. Det erhålles bäst genom
sönderdelning av hydridpulver som härvid upphettas till
800°C vid 5 • lO-5 torr. Vid pressning av zirkoniumpulver
erhålles formstycken som före sintring har något större
hållfasthet än hydridstavar. Metall måste sintras vid ca
100°C högre temperatur än hydrid (H S Kalish i Materials
& Methods febr. 1953). SHl
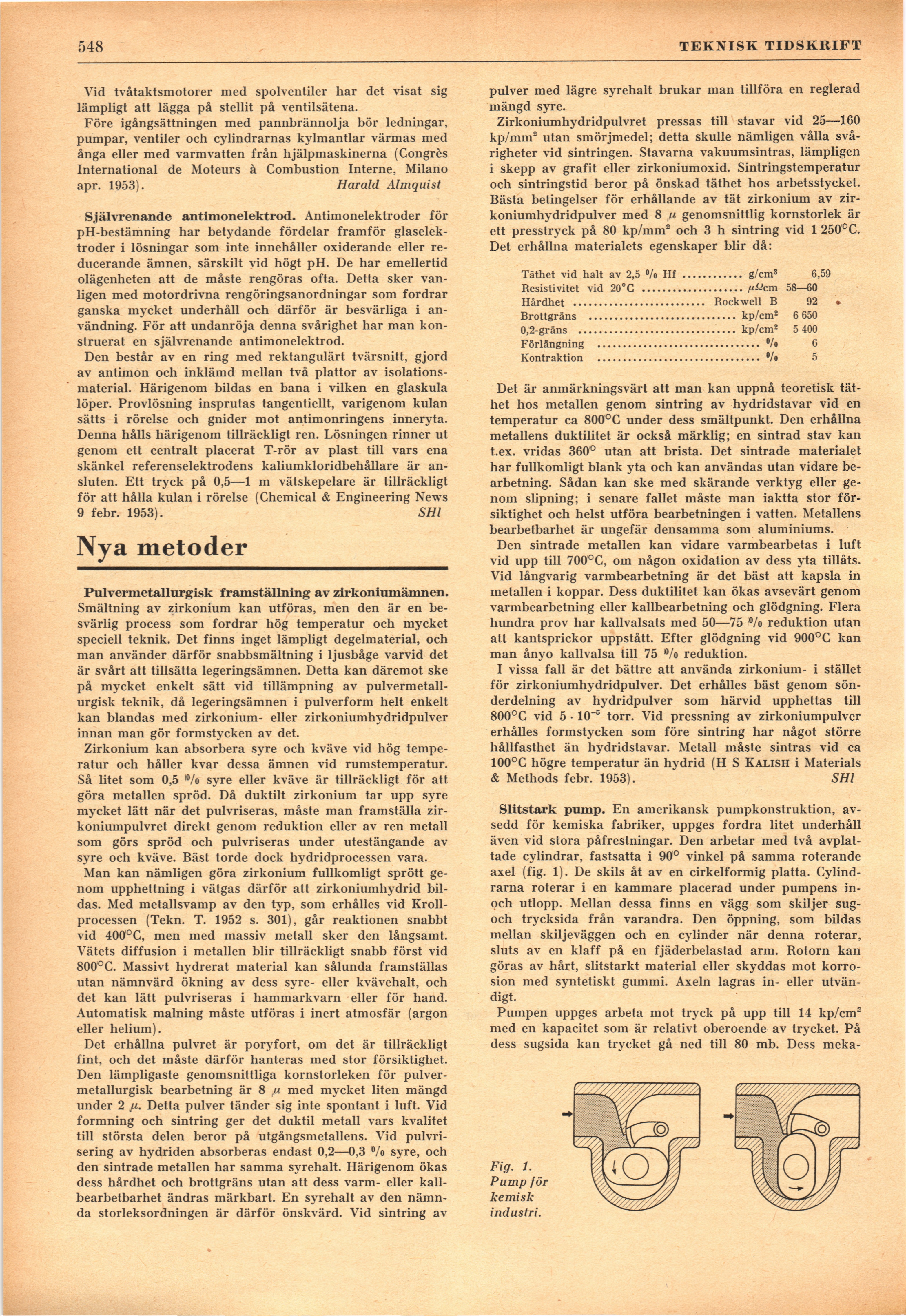
Slitstark pump. En amerikansk pumpkonstruktion,
avsedd för kemiska fabriker, uppges fordra litet underhåll
även vid stora påfrestningar. Den arbetar med två
avplattade cylindrar, fastsatta i 90° vinkel på samma roterande
axel (fig. 1). De skils åt av en cirkelformig platta.
Cylindrarna roterar i en kammare placerad under pumpens
in-och utlopp. Mellan dessa finns en vägg som skiljer
sug-och trycksida från varandra. Den öppning, som bildas
mellan skiljeväggen och en cylinder när denna roterar,
sluts av en klaff på en fjäderbelastad arm. Rotorn kan
göras av hårt, slitstarkt material eller skyddas mot
korrosion med syntetiskt gummi. Axeln lagras in- eller
utvändigt.
Pumpen uppges arbeta mot tryck på upp till 14 kp/cm2
med en kapacitet som är relativt oberoende av trycket. På
dess sugsida kan trycket gå ned till 80 mb. Dess meka-
Fig. 1.
Pump för
kemisk
industri.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}