
Full resolution (JPEG) - On this page / på denna sida - H. 35. 29 september 1953 - Ytjämnhetsmätning, av Bo Lindbeck och Axel Mannheimer - Erfarenheter av svensk ytjämnhetsstandard, av Alf Eriksson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 september 1953
721
heten kan bestämmas genom att man vet, att avståndet
mellan två interferenslinjer är lika med halva det
använda ljusets våglängd, dvs. av storleksordningen 0,4 ,u.
Profildjupsbestämningar ned till 0,02 kan utföras.
Ännu längre kommer man med
multipelinterferensförfa-randet, där man genom speciella åtgärder bl.a. kunnat
minska interferenslinjernas bredd och därmed öka deras
skärpa i hög grad. Oregelbundenheter av
storleksordningen 0,001 m kan upptäckas. Metoden är begränsad till
plana, konvexa och mycket svagt konkava ytor, eftersom
mikroskopet måste föras mycket nära mätobjektets yta.
Ytjämnhet i hål kan ej direkt mätas med
interferensmät-ning.
Slutord
Det är som regel tillräckligt att mäta
vinkelrätt mot bearbetningsriktningen. Ytans funktion
och andra faktorer kan emellertid ibland
motivera andra riktningar. Huruvida flera mätningar
behöver företas på samma arbetsstycke kan i
allmänhet avgöras med blotta ögat.
En uppmätning av ett arbetsstycke i något av
de ovannämnda instrumenten tar endast en
minut eller ännu kortare tid i anspråk. Detta gäller
under förutsättning att förstärkarna i
förekommande fall är uppvärmda och att eventuella
speciella inställningar är gjorda i förväg, t.ex. vid
mätningar på krökta ytor med Talysurf och vid
uppmätning av axlar med liten diameter med
C E Johanssons ytindikator nr 533.
Litteratur
1. Schmaltz, G: Technische Oberflächenkunde. Berlin 1936.
2. schlesixger, G: Surface finish. London 1942.
3. Reason, R E, Hopkins, M R & Garrod, R J: Measurement of
surface finish by stylus methods. Leicester 1944.
4. Perthen, J: Prüfen undMessen der Oberflächengestalt.München 1949.
5. Schlesinger, G: Messung der Oberflächengüte. Berlin 1951.
Erfarenheter av svensk ytjämnhetsstandard
Ingenjör Alf Eriksson, Trollhättan
Sveriges Standardiseringskommission gav 1947
ut de två standardtabellerna SMS 671 och 672,
vilka föranledde de flesta maskintekniker att ta
sig en funderare över begreppet ytjämnhet.
Många har emellertid tänkt igenom problemen
tidigare ty diskussionens vågor hade åren före
gått höga, om hur dessa tabeller lämpligen borde
utformas.
Standardbladet SMS 671 upptar terminologi och
definitioner för mikrogeometriska ytavvikelser,
dvs. ytjämnhet. Man har i denna tabell infört en
mätbar storhet, profildjup, för att uttrycka
graden av ytjämnhet. Tidigare hade som bekant
ytjämnheten definierats genom bearbetningens art
och ytans utseende, en högst subjektiv och
osäker metod.
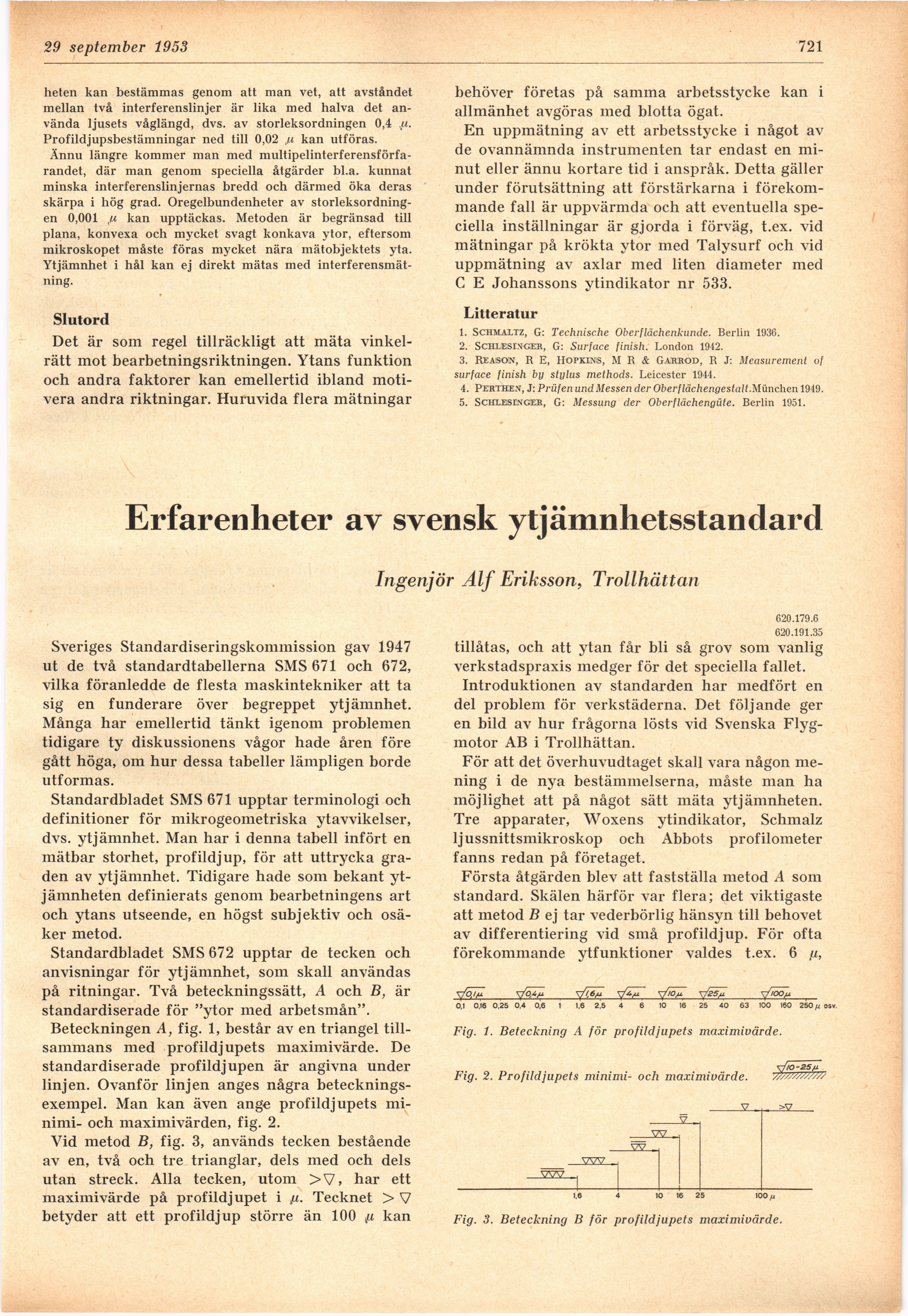
Standardbladet SMS 672 upptar de tecken och
anvisningar för ytjämnhet, som skall användas
på ritningar. Två beteckningssätt, A och B, är
standardiserade för "ytor med arbetsmån".
Beteckningen A, fig. 1, består av en triangel
tillsammans med profildjupets maximivärde. De
standardiserade profildjupen är angivna under
linjen. Ovanför linjen anges några
beteckningsexempel. Man kan även ånge profildjupets
mi-nimi- och maximivärden, fig. 2.
Vid metod B, fig. 3, används tecken bestående
av en, två och tre trianglar, dels med och dels
utan streck. Alla tecken, utom >V, har ett
maximivärde på profildjupet i fi. Tecknet > V
betyder att ett profildjup större än 100 p, kan
620.179.6
620.191.35
tillåtas, och att ytan får bli så grov som vanlig
verkstadspraxis medger för det speciella fallet.
Introduktionen av standarden har medfört en
del problem för verkstäderna. Det följande ger
en bild av hur frågorna lösts vid Svenska
Flygmotor AB i Trollhättan.
För att det överhuvudtaget skall vara någon
mening i de nya bestämmelserna, måste man ha
möjlighet att på något sätt mäta ytjämnheten.
Tre apparater, Woxens ytindikator, Schmalz
ljussnittsmikroskop och Abbots profilometer
fanns redan på företaget.
Första åtgärden blev att fastställa metod A som
standard. Skälen härför var flera; det viktigaste
att metod B ej tar vederbörlig hänsyn till behovet
av differentiering vid små profildjup. För ofta
förekommande ytfunktioner valdes t.ex. 6 fi,
Fig. 1. Beteckning A för profildjupets maximivärde.
Fig. 2. Profildjupets minimi- och maximivärde.
Fig. 3. Beteckning B för profildjupets maximivärde.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}