
Full resolution (JPEG) - On this page / på denna sida - H. 7. 16 februari 1954 - Nya metoder - Maskinell rörrensning, av Wll - Mindre sprickrisk vid stålhärdning, av SHl - Kiseldiod, av GAH - Ankflygplan, av hop
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
2 februari 1954-
137
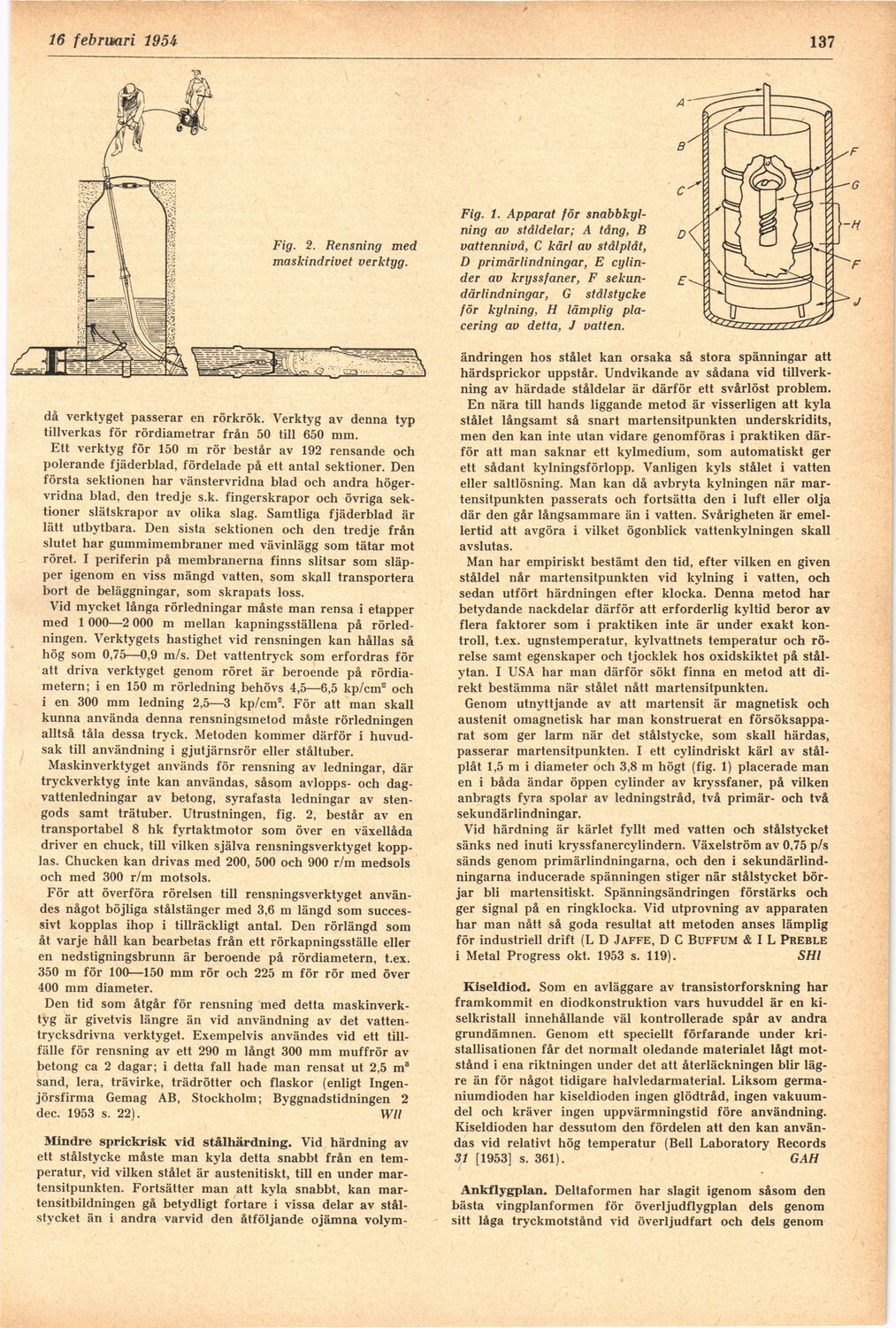
Fig. 2. Rensning med
maskindrivet verktyg.
då verktyget passerar en rörkrök. Verktyg av denna typ
tillverkas för rördiametrar från 50 till 650 mm.
Ett verktyg för 150 m rör består av 192 rensande och
polerande fjäderblad, fördelade på ett antal sektioner. Den
första sektionen har vänstervridna blad och andra
högervridna blad, den tredje s.k. fingerskrapor och övriga
sektioner slätskrapor av olika slag. Samtliga fjäderblad är
lätt utbytbara. Den sista sektionen och den tredje från
slutet har gummimembraner med vävinlägg som tätar mot
röret. I periferin på membranerna finns slitsar som
släpper igenom en viss mängd vatten, som skall transportera
bort de beläggningar, som skrapats loss.
Vid mycket långa rörledningar måste man rensa i etapper
med 1 000—2 000 m mellan kapningsställena på
rörledningen. Verktygets hastighet vid rensningen kan hållas så
hög som 0,75—0,9 m/s. Det vattentryck som erfordras för
att driva verktyget genom röret är beroende på
rördiametern; i en 150 m rörledning behövs 4,5—6,5 kp/cm2 och
i en 300 mm ledning 2,5—3 kp/cm2. För att man skall
kunna använda denna rensningsmetod måste rörledningen
alltså tåla dessa tryck. Metoden kommer därför i
huvudsak till användning i gjutjärnsrör eller ståltuber.
Maskinverktyget används för rensning av ledningar, där
tryckverktyg inte kan användas, såsom avlopps- och
dagvattenledningar av betong, syrafasta ledningar av
stengods samt trätuber. Utrustningen, fig. 2, består av en
transportabel 8 hk fyrtaktmotor som över en växellåda
driver en chuck, till vilken själva rensningsverktyget
kopplas. Chucken kan drivas med 200, 500 och 900 r/m medsols
och med 300 r/m motsols.
För att överföra rörelsen till rensningsverktyget
användes något böjliga stålstänger med 3,6 m längd som
successivt kopplas ihop i tillräckligt antal. Den rörlängd som
åt varje håll kan bearbetas från ett rörkapningsställe eller
en nedstigningsbrunn är beroende på rördiametern, t.ex.
350 m för 100—150 mm rör och 225 m för rör med över
400 mm diameter.
Den tid som åtgår för rensning med detta
maskinverktyg är givetvis längre än vid användning av det
vatten-trycksdrivna verktyget. Exempelvis användes vid ett
tillfälle för rensning av ett 290 m långt 300 mm muffrör av
betong ca 2 dagar; i detta fall hade man rensat ut 2,5 m3
sand, lera, trävirke, trädrötter och flaskor (enligt
Ingenjörsfirma Gemag AB, Stockholm; Byggnadstidningen 2
dec. 1953 s. 22). " Wll
Mindre sprickrisk vid stålhärdning. Vid härdning av
ett stålstycke måste man kyla detta snabbt från en
temperatur, vid vilken stålet är austenitiskt, till en under
mar-tensitpunkten. Fortsätter man att kyla snabbt, kan
mar-tensitbildningen gå betydligt fortare i vissa delar av
stålstycket än i andra varvid den åtföljande ojämna volym-
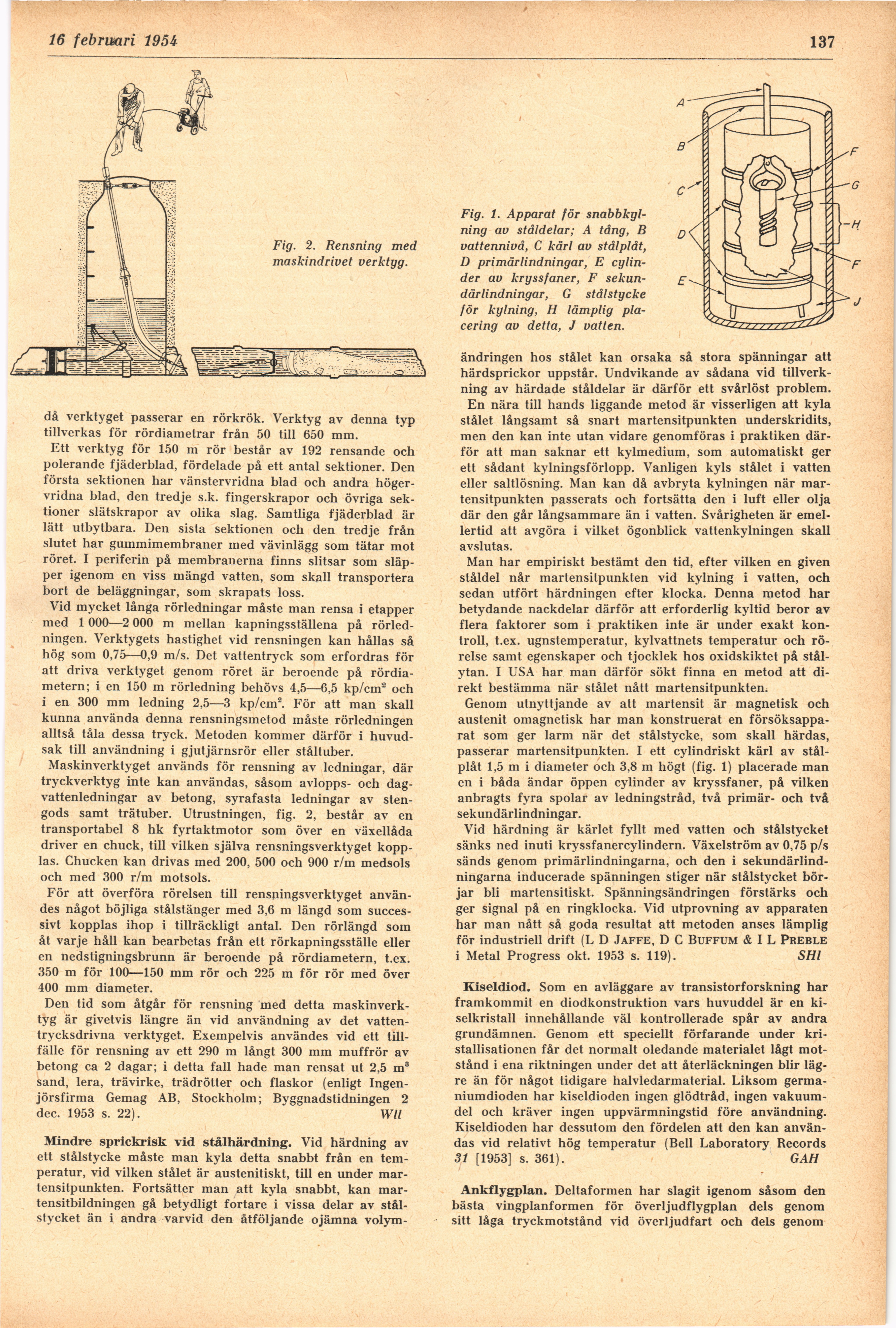
Fig. 1. Apparat för
snabbkyl-ning av ståldelar; A tång, B
vattennivå, C kärl av stålplåt,
D primärlindningar, E
cylinder av kryssfaner, F
sekundär lindningar, G stålstycke
för kylning, H lämplig
placering av detta, J vatten.
ändringen hos stålet kan orsaka så stora spänningar att
härdsprickor uppstår. Undvikande av sådana vid
tillverkning av härdade ståldelar är därför ett svårlöst problem.
En nära till hands liggande metod är visserligen att kyla
stålet långsamt så snart martensitpunkten underskridits,
men den kan inte utan vidare genomföras i praktiken
därför att man saknar ett kylmedium, som automatiskt ger
ett sådant kylningsförlopp. Vanligen kyls stålet i vatten
eller saltlösning. Man kan då avbryta kylningen när
martensitpunkten passerats och fortsätta den i luft eller olja
där den går långsammare än i vatten. Svårigheten är
emellertid att avgöra i vilket ögonblick vattenkylningen skall
avslutas.
Man har empiriskt bestämt den tid, efter vilken en given
ståldel når martensitpunkten vid kylning i vatten, och
sedan utfört härdningen efter klocka. Denna metod har
betydande nackdelar därför att erforderlig kyltid beror av
flera faktorer som i praktiken inte är under exakt
kontroll, t.ex. ugnstemperatur, kylvattnets temperatur och
rörelse samt egenskaper och tjocklek hos oxidskiktet på
stålytan. I USA har man därför sökt finna en metod att
direkt bestämma när stålet nått martensitpunkten.
Genom utnyttjande av att martensit är magnetisk och
austenit omagnetisk har man konstruerat en
försöksapparat som ger larm när det stålstycke, som skall härdas,
passerar martensitpunkten. I ett cylindriskt kärl av
stålplåt 1,5 m i diameter och 3,8 m högt (fig. 1) placerade man
en i båda ändar öppen cylinder av kryssfaner, på vilken
anbragts fyra spolar av ledningstråd, två primär- och två
sekundärlindningar.
Vid härdning är kärlet fyllt med vatten och stålstycket
sänks ned inuti kryssfanercylindern. Växelström av 0,75 p/s
sänds genom primärlindningarna, och den i
sekundärlindningarna inducerade spänningen stiger när stålstycket
börjar bli martensitiskt. Spänningsändringen förstärks och
ger signal på en ringklocka. Vid utprovning av apparaten
har man nått så goda resultat att metoden anses lämplig
för industriell drift (L D Jaffé, D C Buffum & I L Preble
i Metal Progress okt. 1953 s. 119). SHl
Kiseldiod. Som en avläggare av transistorforskning har
framkommit en diodkonstruktion vars huvuddel är en
ki-selkristall innehållande väl kontrollerade spår av andra
grundämnen. Genom ett speciellt förfarande under
kristallisationen får det normalt oledande materialet lågt
motstånd i ena riktningen under det att återläckningen blir
lägre än för något tidigare halvledarmaterial. Liksom
germa-niumdioden har kiseldioden ingen glödtråd, ingen
vakuumdel och kräver ingen uppvärmningstid före användning.
Kiseldioden har dessutom den fördelen att den kan
användas vid relativt hög temperatur (Bell Laboratory Records
31 [1953] s. 361). G AH
Ankflygplan. Deltaformen har slagit igenom såsom den
bästa vingplanformen för överljudflygplan dels genom
sitt låga tryckmotstånd vid överljudfart och dels genom
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}