
Full resolution (JPEG) - On this page / på denna sida - H. 13. 30 mars 1954 - Passningar och toleranser i finmekanisk industri, av Harald Sten
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
30 mars 1954-
295
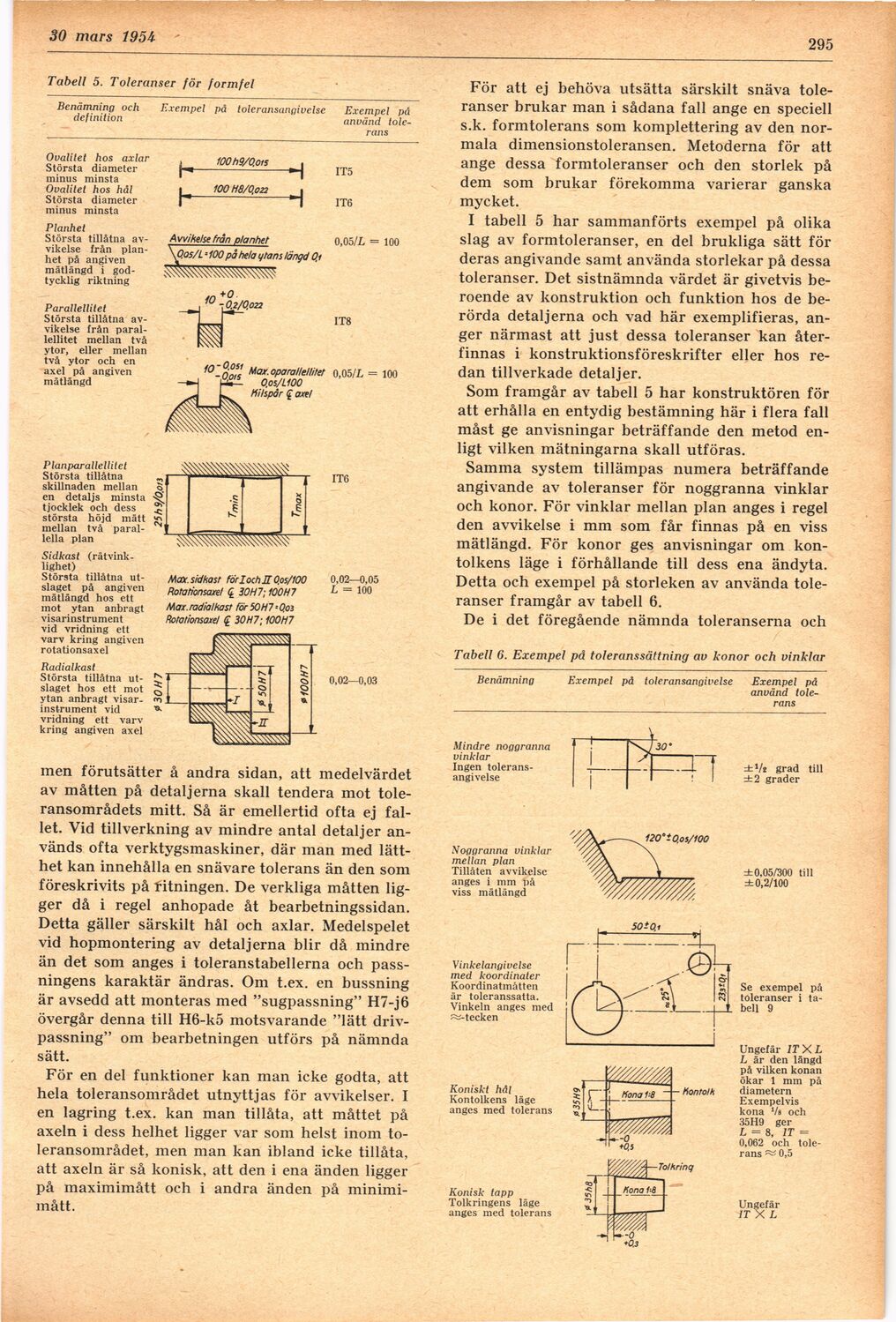
Tabell 5. Toleranser för formfel
Benämning och
definition
Exempel på toleransangivelse
Exempel på
använd
tolerans
Ovalitet hos axlar
Största diameter
minus minsta
Ovalitet hos hål
Största diameter
minus minsta
Planhet
Största tillåtna
avvikelse från
planhet på angiven
mätlängd i
godtycklig riktning
Parallellitet
Största tillåtna
avvikelse från
parallellitet mellan två
ytor, eller mellan
två ytor och en
axel på angiven
mätlängd
Planparallellitet
Största tillåtna „
skillnaden mellan o
en detaljs minsta
tjocklek och dess ^
största höjd mätt jq
mellan två
parallella plan
Sidkast
(rätvinklighet)
Största tillåtna
utslaget på angiven
mätlängd hos ett
mot ytan anbragt
visarinstrument
vid vridning ett
varv kring angiven
rotationsaxel
Radialkast
Största tillåtna
utslaget hos ett mot _
ytan anbragt
visar-instrument vid
vridning ett varv
kring angiven axel
100h9/0.ois
100 H8/Q022
IT5
IT6
Avvikelse från planhet 0,05IL = 100
\Qos/L –100 på hela ytans längd 0,1
åmmmmm
in +0
fU -.0.2/0,022
V
IT8
10’-06°nÅ Max.oparallellitet 0,05IL = 100
M°’5 0,o s/L100
HHspår i axel
IT6
Max. sidkast för I och K 0, os/100
Rotationsaxel £ 30H7; 100H7
Max.radialkast för50H7=0,oi
Rotationsaxel £ 30H7; 100H7
0,02—0,05
L = 100
0,02—0,03
men förutsätter å andra sidan, att medelvärdet
av måtten på detaljerna skall tendera mot
toleransområdets mitt. Så är emellertid ofta ej
fallet. Vid tillverkning av mindre antal detaljer
används ofta verktygsmaskiner, där man med
lätthet kan innehålla en snävare tolerans än den som
föreskrivits på fitningen. De verkliga måtten
ligger då i regel anhopade åt bearbetningssidan.
Detta gäller särskilt hål och axlar. Medelspelet
vid hopmontering av detaljerna blir då mindre
än det som anges i toleranstabellerna och
passningens karaktär ändras. Om t.ex. en bussning
är avsedd att monteras med "sugpassning" H7-j6
övergår denna till H6-k5 motsvarande "lätt
driv-passning" om bearbetningen utförs på nämnda
sätt.
För en del funktioner kan man icke godta, att
hela toleransområdet utnyttjas för avvikelser. I
en lagring t.ex. kan man tillåta, att måttet på
axeln i dess helhet ligger var som helst inom
toleransområdet, men man kan ibland icke tillåta,
att axeln är så konisk, att den i ena änden ligger
på maximimått och i andra änden på
minimimått.
För att ej behöva utsätta särskilt snäva
toleranser brukar man i sådana fall ånge en speciell
s.k. formtolerans som komplettering av den
normala dimensionstoleransen. Metoderna för att
ånge dessa formtoleranser och den storlek på
dem som brukar förekomma varierar ganska
mycket.
I tabell 5 har sammanförts exempel på olika
slag av formtoleranser, en del brukliga sätt för
deras angivande samt använda storlekar på dessa
toleranser. Det sistnämnda värdet är givetvis
beroende av konstruktion och funktion hos de
berörda detaljerna och vad här exemplifieras,
anger närmast att just dessa toleranser kan
återfinnas i konstruktionsföreskrifter eller hos
redan tillverkade detaljer.
Som framgår av tabell 5 har konstruktören för
att erhålla en entydig bestämning här i flera fall
måst ge anvisningar beträffande den metod
enligt vilken mätningarna skall utföras.
Samma system tillämpas numera beträffande
angivande av toleranser för noggranna vinklar
och konor. För vinklar mellan plan anges i regel
den avvikelse i mm som får finnas på en viss
mätlängd. För konor ges anvisningar om
kon-tolkens läge i förhållande till dess ena ändyta.
Detta och exempel på storleken av använda
toleranser framgår av tabell 6.
De i det föregående nämnda toleranserna och
Tabell 6. Exempel på toleranssättning av konor och vinklar
Benämning
Mindre noggranna
vinklar
Ingen
toleransangivelse
Noggranna vinklar
mellan plan
Tillåten avvikelse
anges i mm på
viss mätlängd
Vinkelangivelse
med koordinater
Koordinatmåtten
är toleranssatta.
Vinkeln anges med
»i-tecken
Koniskt hål
Kontolkens läge
anges med tolerans
Konisk tapp
Tolkringens läge
anges med tolerans
Exempel på toleransangivelse Exempel på
använd
tolerans
± Vt grad till
±2 grader
120°t0,o»/100
±0.05/300 till
±0,2/100
Se exempel på
toleranser i
tabell 9
Ungefär IT XL
L är den längd
på vilken konan
ökar 1 mm på
diametern
Exempelvis
kona Vs och
35H9 ger
L = 8, IT =
0,062 och
tolerans ^ 0,5
Ungefär
IT X L
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}