
Full resolution (JPEG) - On this page / på denna sida - H. 13. 30 mars 1954 - Passningar och toleranser i finmekanisk industri, av Harald Sten - Mikroskopering vid höga temperaturer - Värmestrålning kan påvisas med gelatin - USA:s största valsverk för magnesium - En effektiv fotografisk framkallare

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
30 mars 1954-
297
Tabell 9. Exempel på avståndstoleranser, som kan
innehållas vid olika slag av bearbetning och utförande av
fix-turer. Ungefärlig mätlängd 100 mm
Typ av verktyg och arbetsmetod Tolerans Tolerans
hos hos
fixturen arbetsstycket
Utan fixtur. Borrning efter rits
och körnslag.................. ± 0,25
Utan fixtur. Borrning efter rits,
körnslag och centrerringar .... ± 0,10
Jiggborrning ................... ± 0,005
Enkel borrjigg med enkelsidig
styrning. Dmax =10 ........... ± 0,005 ± 0,025
D> 10 ........... ± 0,005 ± 0,05
Noggrann borrjigg med dubbel-
sidig styrning ................. ± 0,005 ± 0,01
Fräsfixtur, fast fixtur, lempokör-
ning ......................... (± 0,005) ± 0,01
Svarvfixtur, ev. svängbar ....... ± 0,005 ± 0,01
Slipfixtur ..................... ± 0,003 ± 0,006
tillgriper man i stor utsträckning att bearbeta de
viktiga ytorna, så långt möjligt är, i en
uppsättning. Är detta ej möjligt eller kostnadsmässigt
sett ej lämpligt, används uppspänningsverktyg
med speciella anordningar för att erhålla god
centrering. Exempel på sådana bearbetningar är
slipning av centrala hålet i ett kugghjul.
Kugghjulet måste ha mycket litet radialkast mellan
kuggbanan och det nämnda hålet, som är
lagerläge. Detta erhålls t.ex. genom att spänna hjulet
i en chuck medelst kulor, vilkas diameter är
sådan, att de ligger an mot kuggen nära dess
delningscirkel. Exempel på storleken av det kast,
som erhålls om bearbetningen utförs med olika
uppspänningsmetoder, är sammanförda i
tabell 10.
Bearbetningsmöjligheterna och de funktionella
kraven på detaljerna är mångfaldiga och kan
kombineras på ett otal sätt, varför det här varit
möjligt att ge endast en bråkdel av de exempel
på krav och möjligheter, som skulle vara
nödvändiga för att lämna en någorlunda
uttömmande redogörelse för passnings- och
toleransproblemen inom finmekanisk industri.
En belysning av problemens natur, de
frågeställningar som uppstår och de svar som erhålls
kan ges i ett bearbetningsexempel, fig. 1. Fyra
Tabell 10. Exempel på normala radialkast mellan två
cylindriska ytor vid olika uppspännings- och
bearbetnings-metoder. Ungefärlig diameter 50 mm
Uppspänningsmetod Arbetsmetod Radialkast,
mm
Vanl. trebackschuck .... Svarvning 0,2
Mjuka backar .......... Svarvning 0,05
Bearb, i en uppspänn. .. Svarvning 0,01
Bearb, i en uppspänn. .. Arborrning 0,01
Uppsp. på dorn ........ Utvändig slipn. 0,01
Uppsp. i fixtur med cyl.
styrning ............... Invändig slipn. 0,03
Uppsp. i specialfixtur .. Invändig slipn. 0,005
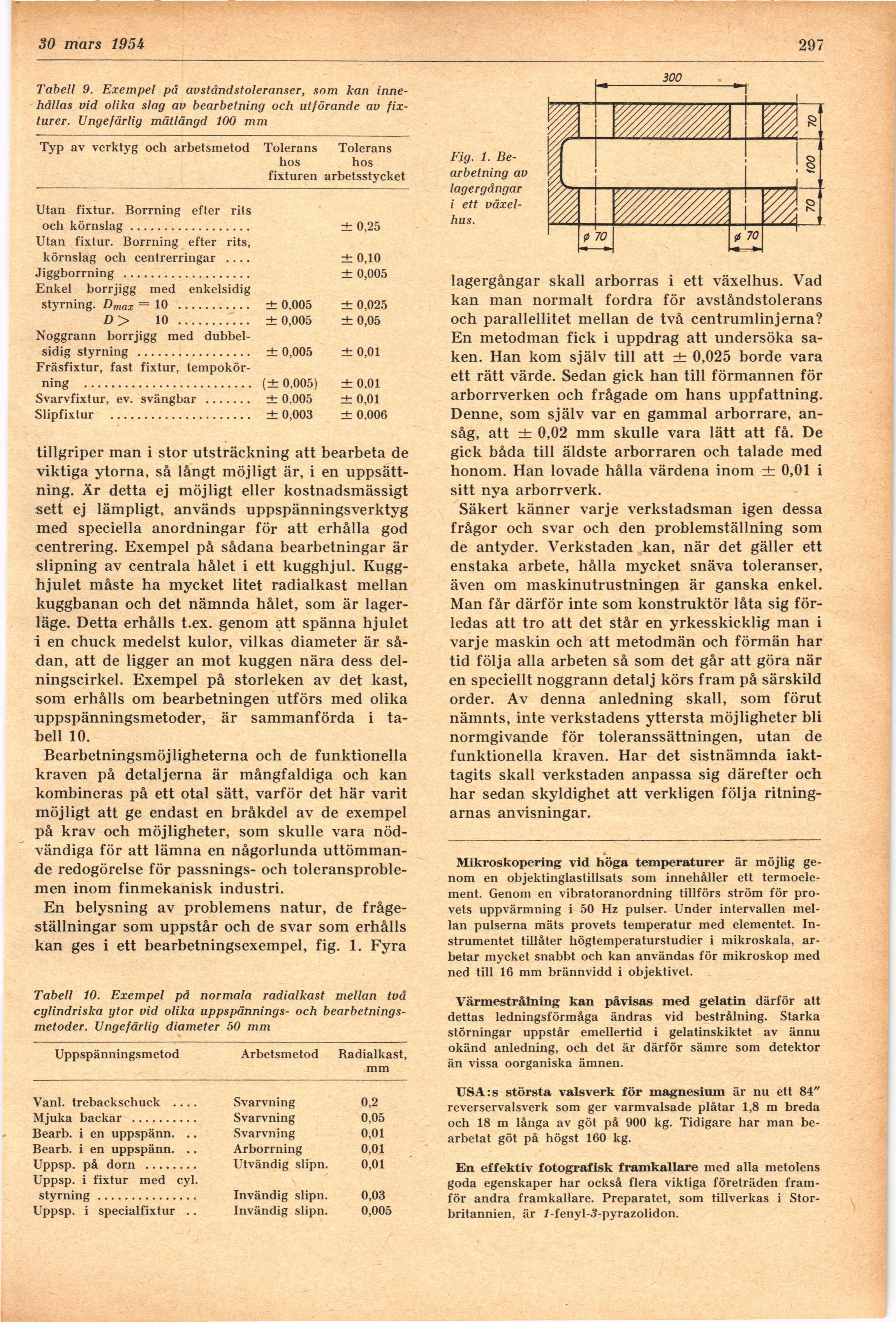
Fig. 1.
Bearbetning av
lagergångar
i ett
växelhus.
lagergångar skall arborras i ett växelhus. Vad
kan man normalt fordra för avståndstolerans
och parallellitet mellan de två centrumlinjerna?
En metodman fick i uppdrag att undersöka
saken. Han kom själv till att ± 0,025 borde vara
ett rätt värde. Sedan gick han till förmannen för
arborrverken och frågade om hans uppfattning.
Denne, som själv var en gammal arborrare,
ansåg, att ± 0,02 mm skulle vara lätt att få. De
gick båda till äldste arborraren och talade med
honom. Han lovade hålla värdena inom ± 0,01 i
sitt nya arborrverk.
Säkert känner varje verkstadsman igen dessa
frågor och svar och den problemställning som
de antyder. Verkstaden kan, när det gäller ett
enstaka arbete, hålla mycket snäva toleranser,
även om maskinutrustningen är ganska enkel.
Man får därför inte som konstruktör låta sig
förledas att tro att det står en yrkesskicklig man i
varje maskin och att metodmän och förmän har
tid följa alla arbeten så som det går att göra när
en speciellt noggrann detalj körs fram på särskild
order. Av denna anledning skall, som förut
nämnts, inte verkstadens yttersta möjligheter bli
normgivande för toleranssättningen, utan de
funktionella kraven. Har det sistnämnda
iakttagits skall verkstaden anpassa sig därefter och
har sedan skyldighet att verkligen följa
ritningarnas anvisningar.
Mikroskopering vid höga temperaturer är möjlig
genom en objektinglastillsats som innehåller ett
termoelement. Genom en vibratoranordning tillförs ström för
provets uppvärmning i 50 Hz pulser. Under intervallen
mellan pulserna mäts provets temperatur med elementet.
Instrumentet tillåter högtemperaturstudier i mikroskala,
arbetar mycket snabbt och kan användas för mikroskop med
ned till 16 mm brännvidd i objektivet.
Värmestrålning kan påvisas med gelatin därför att
dettas ledningsförmåga ändras vid bestrålning. Starka
störningar uppstår emellertid i gelatinskiktet av ännu
okänd anledning, och det är därför sämre som detektor
än vissa oorganiska ämnen.
TTSArs största valsverk för magnesium är nu ett 84"
reverservalsverk som ger varmvalsade plåtar 1,8 m breda
och 18 m långa av göt på 900 kg. Tidigare har man
bearbetat göt på högst 160 kg.
En effektiv fotografisk framkallare med alla metolens
goda egenskaper har också flera viktiga företräden
framför andra framkallare. Preparatet, som tillverkas i
Storbritannien, är Z-fenyl-3-pyrazolidon.
300
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}