
Full resolution (JPEG) - On this page / på denna sida - H. 29. 17 augusti 1954 - Nya metoder - Isotermisk värmebehandling av stål, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
31 augusti 1954-
665
Isotermisk värmebehandling av stål. År 1929 fann man
att stål med 0,80 °/o C, kylt i ett saltbad vid 230°C, förblir
austenitiskt. Vid fortsatt kylning bildas martensit
oberoende av kylningshastigheten. Ett år senare visade man att
omvandling av austenit till martensit kan utföras vid
konstant temperatur om stålet hålls vid denna tillräckligt lång
tid.
De kurvor som visar omvandlingens början och slut
kallas S-kurvor (Tekn. T. 1947 s. 225), och diagrammen
brukar betecknas TTT-diagram (fig. 1). Sådana har nu
publicerats för de flesta härdbara stål. Med ledning av dem kan
man ofta ersätta konventionell värmebehandling och
mjukglödgning med isotermisk behandling. Denna är nu
av tre huvudtyper, nämligen isotermisk glödgning,
bainit-och martensithärdning.
TTT-diagrammet visar att det vid en temperatur strax
under den lägre kritiska A1 tar tämligen lång tid innan
austeniten börjar omvandlas. Denna induktionsperiod
förkortas först när temperaturen sänks, når ett minimum,
som för kolstål med 1 °/o C ligger vid ca 550°C, och växer
sedan ånyo. Vid en temperatur strax under At utgörs
omvandlingsprodukten av stora, rundade karbidkorn i ferrit,
men allteftersom man sänker den temperatur, vid vilken
den isotermiska omvandlingen sker, blir stålets struktur
mer lamellär och finkornig.
Vid temperaturer under ca 550°C bildas en medelhård
produkt som brukar kallas bainit. Stålets hårdhet växer
alltjämt med fallande omvandlingstemperatur. Vid
mar-tensitpunkten Ms (i föreliggande fall 180°C) börjar en icke
isotermisk omvandling till martensit; under denna
temperatur fortsätter nämligen fasomvandlingen endast om
temperaturen sänks. När denna nått ned till Mf upphör
omvandlingen till martensit.
S-kurvornas form bestäms i första hand av stålets
sammansättning och i andra hand av andra faktorer, såsom
den temperatur, vid vilken stålet austenitiseras, hålltiden
vid denna temperatur och stålets kornstorlek. Kol och
andra legeringsämnen medför i allmänhet en förlängning
av induktionsperioden, dvs. en förskjutning av S-kurvorna
åt höger, och en sänkning av martensitpunkten. I vissa
fall uppstår ett andra minimum i induktionstid vid en
temperatur under det vanliga minimet.
Kylbadet är vid isotermisk värmebehandling vanligen en
saltsmälta som hålls vid konstant temperatur och rörs om
så att den snabbt tar upp värme från det heta
arbetsstycket när detta doppas ned i badet. Sker även omvandlingen
till austenit i saltbad, vilket oftast är fallet, följer salt från
detta med stålet till kylbadet. Det hetare badet är i
allmänhet en blandning av kalium- och natriumklorid, medan
kylbadet består av kaliumnitrat, natriumnitrat och
natriumnitrit. Då klorider sänker det senare badets
kylförmåga, måste man sörja för att de avlägsnas. Detta kan ske
genom sänkning av saltsmältans temperatur ty härvid
faller kloriderna ut.
Isotermisk glödgning sker genom strukturomvandling i
Fig. 1. TTT-diagram
för kolstål med 1 °/o
C; kurvan t.v. anger
omvandlingens början,
kurvan t.h. dess
slut, Aj undre kritiska
temperaturen, Ms
martensitpunkten. Mf den
temperatur vid vilken
martensitbildningen
slutar.
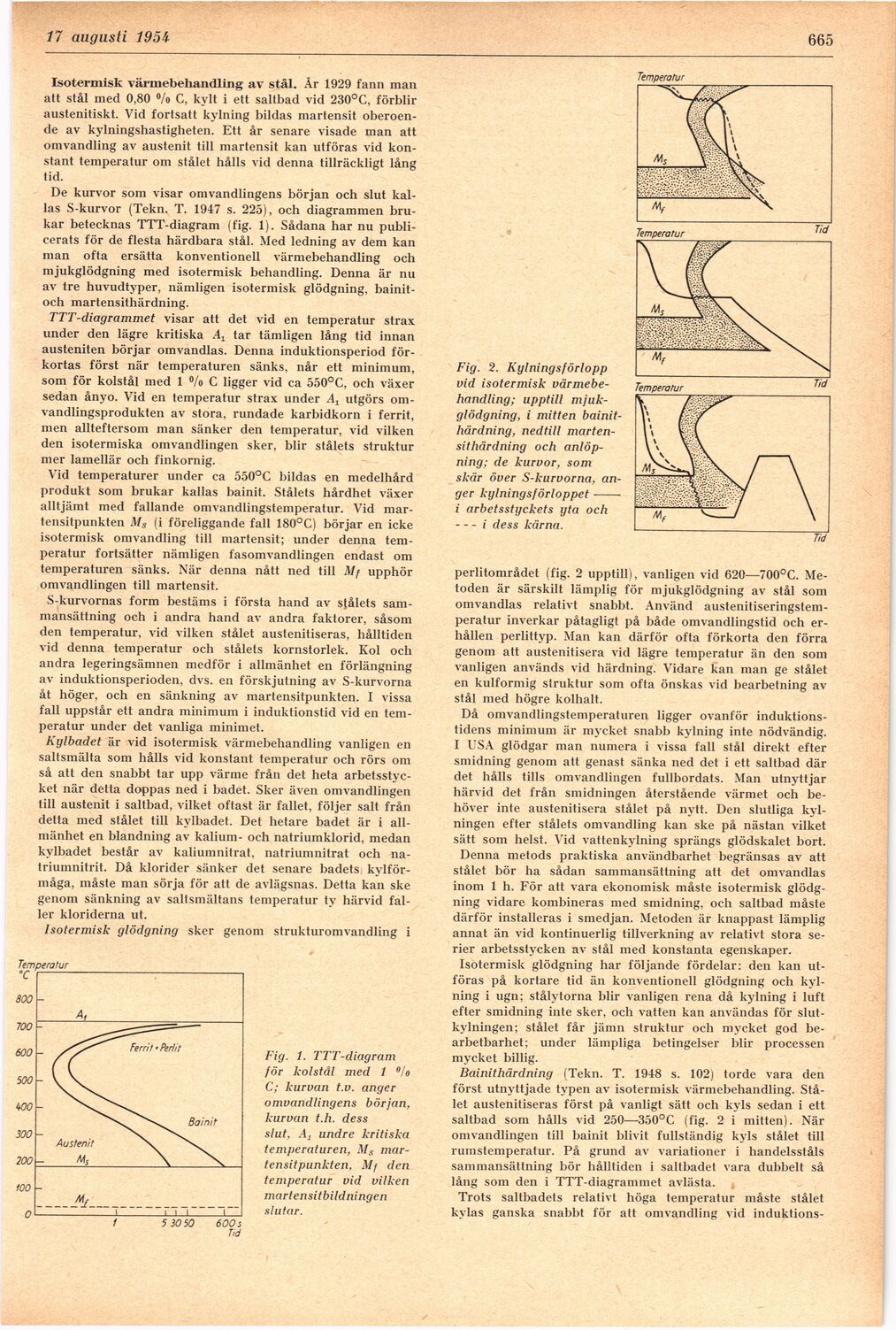
Fig. 2. Kylningsförlopp
vid isotermisk
värmebehandling; upptill
mjukglödgning, i mitten
bainit-härdning, nedtill
martensithärdning och
anlöpning; de kurvor, som
skär över S-kurvorna,
änger kylningsförloppet-
i arbetsstyckets yta och
–-i dess kärna.
perlitområdet (fig. 2 upptill), vanligen vid 620—700°C.
Metoden är särskilt lämplig för mjukglödgning av stål som
omvandlas relativt snabbt. Använd
austenitiseringstem-peratur inverkar påtagligt på både omvandlingstid och
erhållen perlittyp. Man kan därför ofta förkorta den förra
genom att austenitisera vid lägre temperatur än den som
vanligen används vid härdning. Vidare kan man ge stålet
en kulformig struktur som ofta önskas vid bearbetning av
stål med högre kolhalt.
Då omvandlingstemperaturen ligger ovanför
induktions-tidens minimum är mycket snabb kylning inte nödvändig.
I USA glödgar man numera i vissa fall stål direkt efter
smidning genom att genast sänka ned det i ett saltbad där
det hålls tills omvandlingen fullbordats. Man utnyttjar
härvid det från smidningen återstående värmet och
behöver inte austenitisera stålet på nytt. Den slutliga
kylningen efter stålets omvandling kan ske på nästan vilket
sätt som helst. Vid vattenkylning sprängs glödskalet bort.
Denna metods praktiska användbarhet begränsas av att
stålet bör ha sådan sammansättning att det omvandlas
inom 1 h. För att vara ekonomisk måste isotermisk
glödgning vidare kombineras med smidning, och saltbad måste
därför installeras i smedjan. Metoden är knappast lämplig
annat än vid kontinuerlig tillverkning av relativt stora
serier arbetsstycken av stål med konstanta egenskaper.
Isotermisk glödgning har följande fördelar: den kan
utföras på kortare tid än konventionell glödgning och
kylning i ugn; stålytorna blir vanligen rena då kylning i luft
efter smidning inte sker, och vatten kan användas för
slut-kylningen; stålet får jämn struktur och mycket god
bear betbarhet; under lämpliga betingelser blir processen
mycket billig.
Bainithärdning (Tekn. T. 1948 s. 102) torde vara den
först utnyttjade typen av isotermisk värmebehandling.
Stålet austenitiseras först på vanligt sätt och kvls sedan i ett
saltbad som hålls vid 250—350°C (fig. 2 i mitten). När
omvandlingen till bainit blivit fullständig kyls stålet till
rumstemperatur. På grund av variationer i handelsståls
sammansättning bör hålltiden i saltbadet vara dubbelt så
lång som den i TTT-diagrammet avlästa.
Trots saltbadets relativt höga temperatur måste stålet
kylas ganska snabbt för att omvandling vid induktions-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}