
Full resolution (JPEG) - On this page / på denna sida - H. 26. 26 juni 1956 - Tillverkning av spånskivor enligt Behr-metoden, av Hans-Heinrich Fickler - Nybyggen - Världens största grävmaskin, av G Lbg

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
610
TEKNISK TIDSKRIFT
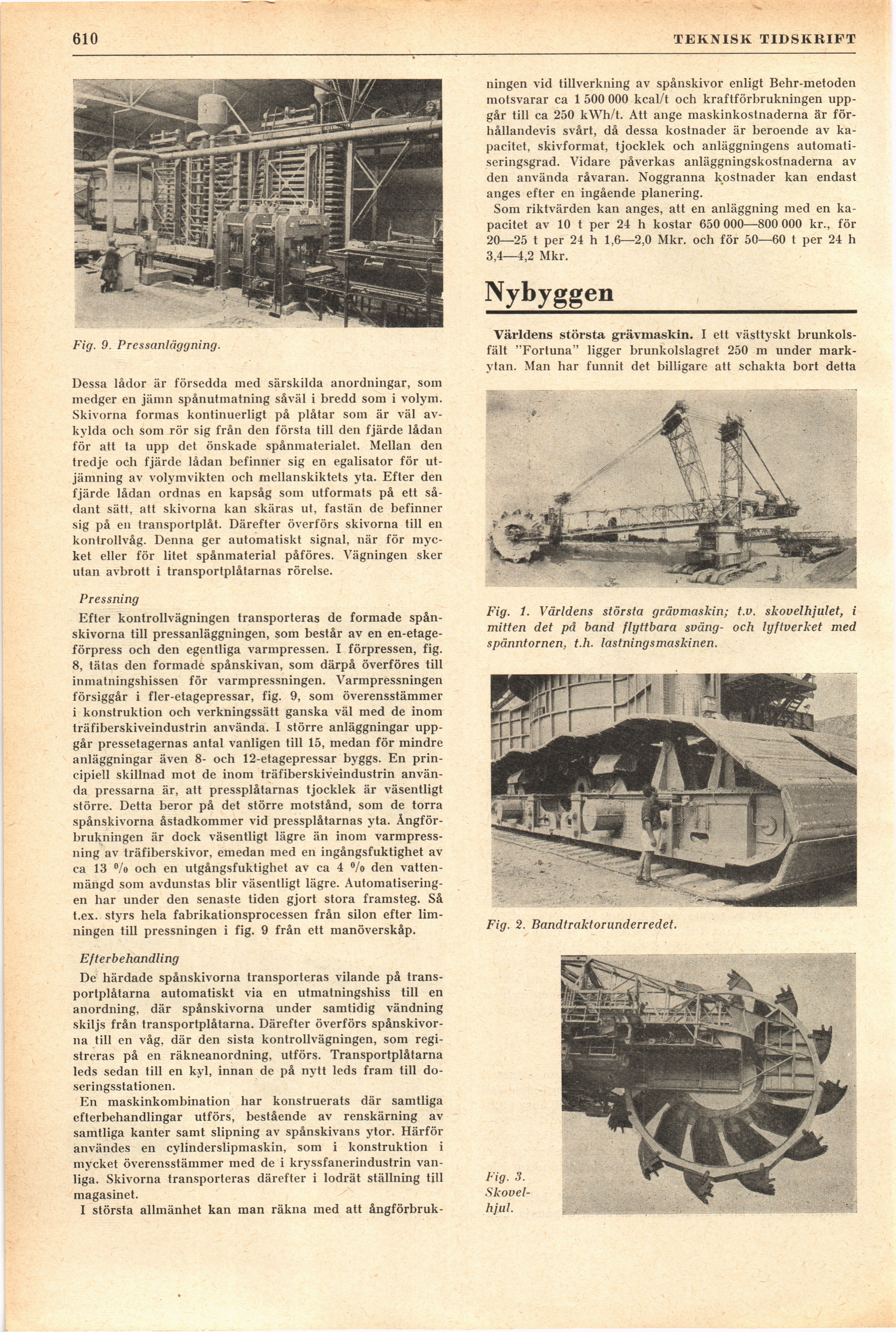
Fig. 9. Pressanläggning.
Dessa lådor är försedda med särskilda anordningar, som
medger en jämn spånutmatning såväl i bredd som i volym.
Skivorna formas kontinuerligt på plåtar som är väl
avkylda och som rör sig från den första till den fjärde lådan
för att ta upp det önskade spånmaterialet. Mellan den
tredje och fjärde lådan befinner sig en egalisator för
utjämning av volymvikten och mellanskiktets yta. Efter den
fjärde lådan ordnas en kapsåg som utformats på ett
sådant sätt, att skivorna kan skäras ut, fastän de befinner
sig på en transportplåt. Därefter överförs skivorna till en
kontrollvåg. Denna ger automatiskt signal, när för
mycket eller för litet spånmaterial påföres. Vägningen sker
utan avbrott i transportplåtarnas rörelse.
Pressning
Efter kontrollvägningen transporteras de formade
spån-skivorna till pressanläggningen, som består av en
en-etage-förpress och den egentliga varmpressen. I förpressen, fig.
8, tätas den formade spånskivan, som därpå överföres till
inmatningshissen för varmpressningen. Varmpressningen
försiggår i fler-etagepressar, fig. 9, som överensstämmer
i konstruktion och verkningssätt ganska väl med de inom
träfiberskiveindustrin använda. I större anläggningar
uppgår pressetagernas antal vanligen till 15, medan för mindre
anläggningar även 8- och 12-etagepressar byggs. En
principiell skillnad mot de inom träfiberskiveindustrin
använda pressarna är, att pressplåtarnas tjocklek är väsentligt
större. Detta beror på det större motstånd, som de torra
spånskivorna åstadkommer vid pressplåtarnas yta.
Ångförbrukningen är dock väsentligt lägre än inom
varmpressning av träfiberskivor, emedan med en ingångsfuktighet av
ca 13 o/o och en utgångsfuktighet av ca 4 %> den
vattenmängd som avdunstas blir väsentligt lägre.
Automatiseringen har under den senaste tiden gjort stora framsteg. Så
t.ex. styrs hela fabrikationsprocessen från silon efter
limningen till pressningen i fig. 9 från ett manöverskåp.
ningen vid tillverkning av spånskivor enligt Behr-metoden
motsvarar ca 1 500 000 kcal/t och kraftförbrukningen
uppgår till ca 250 kWh/t. Att ånge maskinkostnaderna är
förhållandevis svårt, då dessa kostnader är beroende av
kapacitet, skivformat, tjocklek och anläggningens
automati-seringsgrad. Vidare påverkas anläggningskostnaderna av
den använda råvaran. Noggranna kostnader kan endast
anges efter en ingående planering.
Som riktvärden kan anges, att en anläggning med en
kapacitet av 10 t per 24 h kostar 650 000—800 000 kr., för
20—25 t per 24 h 1,6—2,0 Mkr. och för 50—60 t per 24 h
3,4—4,2 Mkr.
Nybyggen
Fig. 2. Bandtraktorunderredet.
Världens största, grävmaskin. I ett västtyskt
brunkolsfält "Fortuna" ligger brunkolslagret 250 m under
markytan. Man har funnit det billigare att schakta bort detta
Fig. 1. Världens största grävmaskin; t.v. skovelhjulet, i
mitten det på band flyttbara sväng- och lyftverket med
spänntornen, t.h. lastningsmaskinen.
Efterbehandling
De härdade spånskivorna transporteras vilande på
transportplåtarna automatiskt via en utmatningshiss till en
anordning, där spånskivorna under samtidig vändning
skiljs från transportplåtarna. Därefter överförs
spånskivorna till en våg, där den sista kontrollvägningen, som
registreras på en räkneanordning, utförs. Transportplåtarna
leds sedan till en kyl, innan de på nytt leds fram till
doseringsstationen.
En maskinkombination har konstruerats där samtliga
efterbehandlingar utförs, bestående av renskärning av
samtliga kanter samt slipning av spånskivans ytor. Härför
användes en cylinderslipmaskin, som i konstruktion i
mycket överensstämmer med de i kryssfanerindustrin
vanliga. Skivorna transporteras därefter i lodrät ställning till
magasinet.
I största allmänhet kan man räkna med att ångförbruk-
Fig. 3. [-Skovelhjul.-]
{+Skovel-
hjul.+}
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}