
Full resolution (JPEG) - On this page / på denna sida - H. 29. 14 augusti 1956 - Om sedlar, av Åke Eldh
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
654
’ TEKNISK TIDSKRIFT
tar, medan en del tryckerier använder stålplåtar.
Koppar- och nickelplåtar tillverkas i regel
elektrolytiskt från det färdiga originalet via en serie
mellanstadier, stålplåtar däremot tillverkas
enligt transfer-metoden. Denna innebär, att det
graverade ståloriginalet genom prägling överförs
till en stålrulle, som sedan härdas. Denna
stålrulle används därefter som präglingsrulle för
stålplåten, som sedan härdas. Metoden kan även
användas för kopparplåtar, särskilt vid
rotationstryck av den typ som används för
frimärken.
Huvudprincipen för koppartryck är den, att
hela plåten infärgas, varefter ytan torkas ren
från färgöverskott. Kvarblivande färg sitter då
kvar i de nedsänkta linjerna och överförs på
papperet. Denna tryckmetod bjuder på betydligt
fler problem än de övriga. Papperet måste
pressas mot plåtytan med så stor kraft, att det förs
in och ner i linjerna. Detta medför stora
påfrestningar på plåt- och däckelmaterial, eftersom
man måste räkna med totaltryck på i vissa fall
100 t och högre. Även papperet manglas ut och
får en förändrad karaktär och dessutom
förändrade dimensioner. Noggrann passning mellan
koppartryck och övriga tryck bör därför
undvikas vid sedelns planläggning.
För att över huvud taget få ett tryck på papperet
var man förr alltid tvungen att fukta papperet,
vilket givetvis ytterligare bidrog till
storleksvariationerna. Moderna maskiner är emellertid
konstruerade för att kunna trycka på torrt papper.
Snällpresstyper användes fortfarande i viss
utsträckning, särskilt i Amerika. Plåten, som ej
får ha alltför stora dimensioner, infärgas,
tor-kare spända med väv gnider plåten ren, varefter
papperet trycks. Manuell och automatisk i- och
avläggning förekommer.
I Europa användes numera övervägande
modernare rotationsmaskiner, i princip två
huvudtyper, maskiner ined avtorkningsdukar och
maskiner med avtorkningsvals.
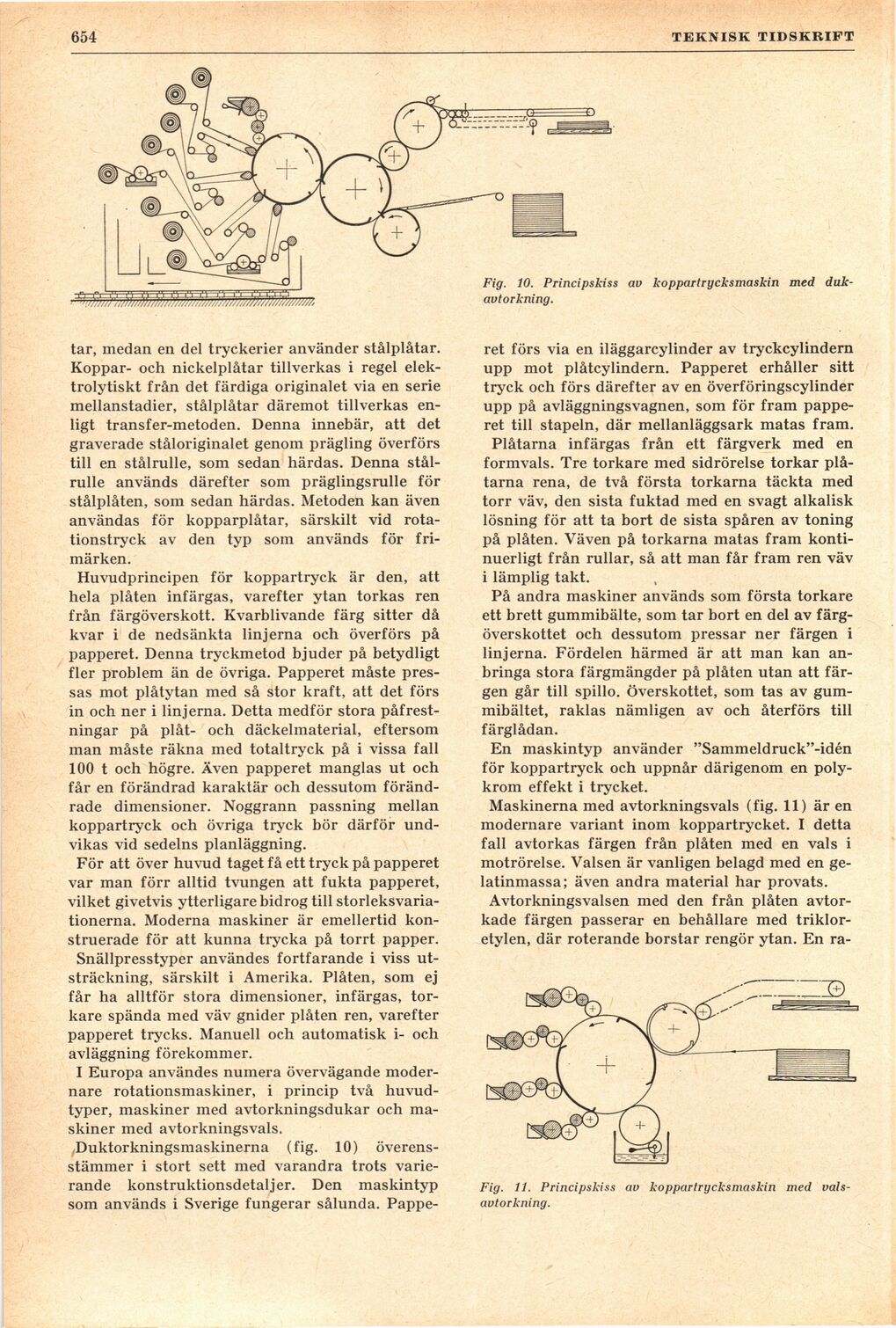
^Duktorkningsmaskinerna (fig. 10)
överensstämmer i stort sett med varandra trots
varierande konstruktionsdetaljer. Den maskintyp
som används i Sverige fungerar sålunda. Pappe-
Fig. 10. Principskiss av koppartrycksmaskin med
duk-avtorkning.
ret förs via en iläggarcylinder av tryckcylindern
upp mot plåtcylindern. Papperet erhåller sitt
tryck och förs därefter av en överföringscylinder
upp på avläggningsvagnen, som för fram
papperet till stapeln, där mellanläggsark matas fram.
Plåtarna infärgas från ett färgverk med en
formvals. Tre torkare med sidrörelse torkar
plåtarna rena, de två första torkarna täckta med
torr väv, den sista fuktad med en svagt alkalisk
lösning för att ta bort de sista spåren av toning
på plåten. Väven på torkarna matas fram
kontinuerligt från rullar, så att man får fram ren väv
i lämplig takt.
På andra maskiner används som första torkare
ett brett gummibälte, som tar bort en del av
färg-överskottet och dessutom pressar ner färgen i
linjerna. Fördelen härmed är att man kan
anbringa stora färgmängder på plåten utan att
färgen går till spillo, överskottet, som tas av
gummibältet, raklas nämligen av och återförs till
färglådan.
En maskintyp använder "Sammeldruck"-idén
för koppartryck och uppnår därigenom en
polykrom effekt i trycket.
Maskinerna med avtorkningsvals (fig. 11) är en
modernare variant inom koppartrycket. I detta
fall avtorkas färgen från plåten med en vals i
motrörelse. Valsen är vanligen belagd med en
gelatinmassa; även andra material har provats.
Avtorkningsvalsen med den från plåten
avtorkade färgen passerar en behållare med
trikloretylen, där roterande borstar rengör ytan. En ra-
Fig. 11. Principskiss av koppartrycksmaskin med
vals-avtorkning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}