
Full resolution (JPEG) - On this page / på denna sida - H. 37. 9 oktober 1956 - Nya metoder - Mätare för aktiv och reaktiv effekt, av FÖ - Avgasning och modifiering av aluminium-kisellegeringar, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
856
’ TEKNISK TIDSKRIFT
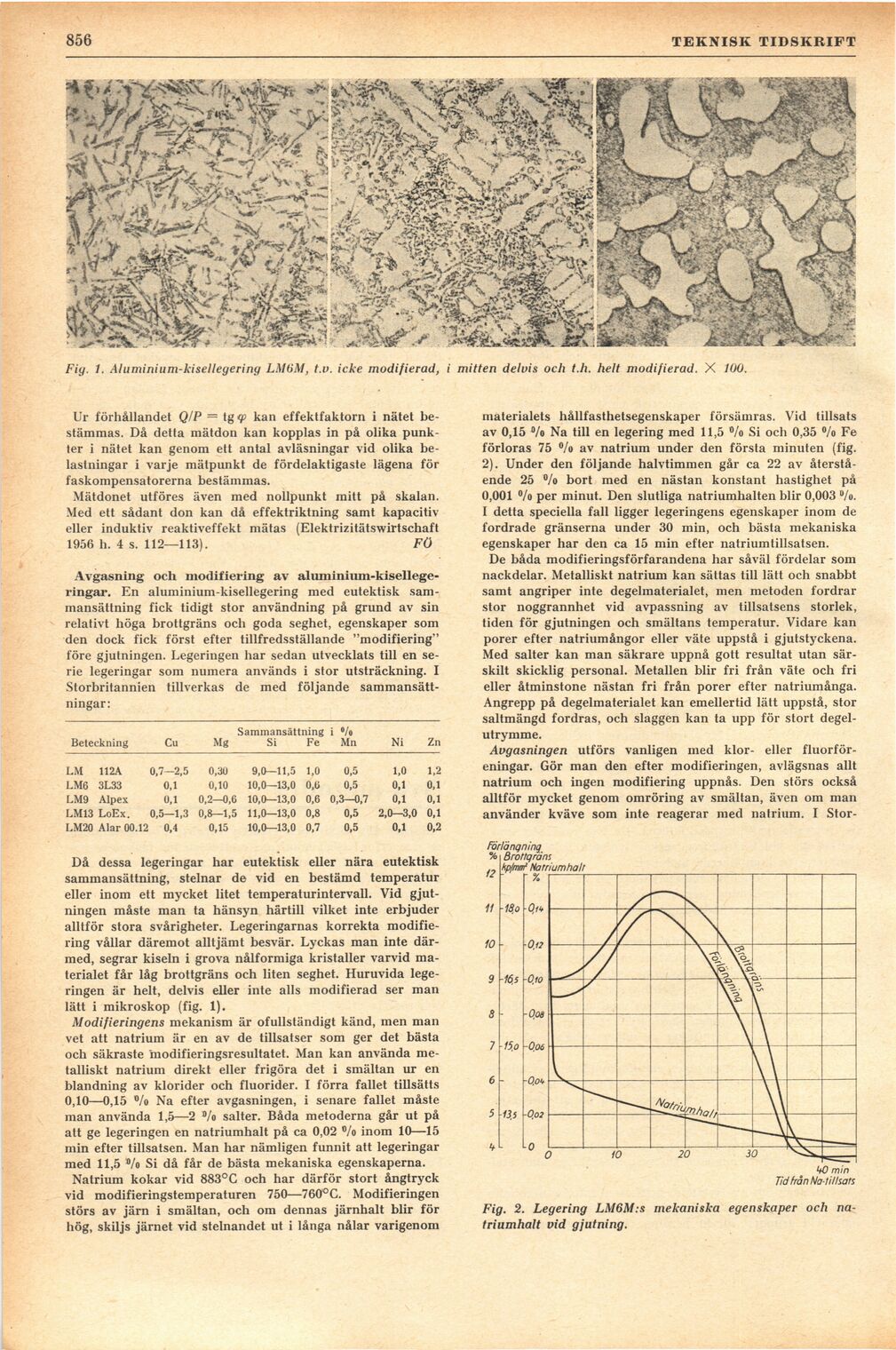
Fig. 7. Aluminium-kisellegering LMUM, t.v. icke modifierad, i mitten delvis och t.h. helt modifierad. X 100.
Ur förhållandet Q/P = tg cp kan effektfaktorn i nätet
bestämmas. Då detta mätdon kan kopplas in på olika
punkter i nätet kan genom ett antal avläsningar vid olika
belastningar i varje mätpunkt de fördelaktigaste lägena för
faskompensatorerna bestämmas.
Mätdonet utföres även med nollpunkt mitt på skalan.
Med ett sådant don kan då effektriktning samt kapacitiv
eller induktiv reaktiveffekt mätas (Elektrizitätswirtschaft
1956 h. 4 s. 112—113). Fö
Avgasning och modifiering av
aluminium-kisellege-ringar. En aluminium-kisellegering med eutektisk
sammansättning fick tidigt stor användning på grund av sin
relativt höga brottgräns och goda seghet, egenskaper som
den dock fick först efter tillfredsställande "modifiering"
före gjutningen. Legeringen har sedan utvecklats till en
serie legeringar som numera används i stor utsträckning. I
Storbritannien tillverkas de med följande
sammansättningar:
Sammansättning i °/o
Beteckning Cu Mg Si Fe Mn Ni Zn
LM 112A 0,7—2,5 0,30 9,0—11,5 1,0 0,5 1,0 1,2
LM6 3L33 0,1 0,10 10,0-13,0 0,ü 0,5 0,1 0,1
LM9 Alp ex 0,1 0,2-0,6 10,0—13,0 0,6 0,3—0,7 0,1 0,1
LM13 LoEx. 0,5—1,3 0,8—1,5 11,0—13,0 0,8 0,5 2,0—3,0 0,1
LM20 Alar 00.12 0,4 0,15 10,0—13,0 0,7 0,5 0,1 0,2
Då dessa legeringar har eutektisk eller nära eutektisk
sammansättning, stelnar de vid en bestämd temperatur
eller inom ett mycket litet temperaturintervall. Vid
gjutningen måste man ta hänsyn härtill vilket inte erbjuder
alltför stora svårigheter. Legeringarnas korrekta
modifiering vållar däremot alltjämt besvär. Lyckas man inte
därmed, segrar kiseln i grova nålformiga kristaller varvid
materialet får låg brottgräns och liten seghet. Huruvida
legeringen är helt, delvis eller inte alls modifierad ser man
lätt i mikroskop (fig. 1).
Modifieringens mekanism är ofullständigt känd, men man
vet att natrium är en av de tillsatser som ger det bästa
och säkraste "modifieringsresultatet. Man kan använda
metalliskt natrium direkt eller frigöra det i smältan ur en
blandning av klorider och fluorider. I förra fallet tillsätts
0,10—0,15 °/o Na efter avgasningen, i senare fallet måste
man använda 1,5—2 °/o salter. Båda metoderna går ut på
att ge legeringen en natriumhalt på ca 0,02 % inom 10—15
min efter tillsatsen. Man har nämligen funnit att legeringar
med 11,5 °/o Si då får de bästa mekaniska egenskaperna.
Natrium kokar vid 883°C och har därför stort ångtryck
vid modifieringstemperaturen 750—76G°C. Modifieringen
störs av järn i smältan, och om dennas järnhalt blir för
hög, skiljs järnet vid stelnandet ut i långa nålar varigenom
materialets hållfasthetsegenskaper försämras. Vid tillsats
av 0,15 °/o Na till en legering med 11,5 "/o Si och 0,35 °/o Fe
förloras 75 °/o av natrium under den första minuten (fig.
2). Under den följande halvtimmen går ca 22 av
återstående 25 °/o bort med en nästan konstant hastighet på
0,001 °/o per minut. Den slutliga natriumhalten blir 0,003 %>.
I detta speciella fall ligger legeringens egenskaper inom de
fordrade gränserna under 30 min, och bästa mekaniska
egenskaper har den ca 15 min efter natriumtillsatsen.
De båda modifieringsförfarandena har såväl fördelar som
nackdelar. Metalliskt natrium kan sättas till lätt och snabbt
samt angriper inte degelmaterialet, men metoden fordrar
stor noggrannhet vid avpassning av tillsatsens storlek,
tiden för gjutningen och smältans temperatur. Vidare kan
porer efter natriumångor eller väte uppstå i gjutstyckena.
Med salter kan man säkrare uppnå gott resultat utan
särskilt skicklig personal. Metallen blir fri från väte och fri
eller åtminstone nästan fri från porer efter natriumånga.
Angrepp på degelmaterialet kan emellertid lätt uppstå, stor
saltmängd fordras, och slaggen kan ta upp för stort
degel-utrymme.
Avgasningen utförs vanligen med klor- eller
fluorföreningar. Gör man den efter modifieringen, avlägsnas allt
natrium och ingen modifiering uppnås. Den störs också
alltför mycket genom omröring av smältan, även om man
använder kväve som inte reagerar med natrium. I Stor-
Fig. 2. Legering LM6M:s mekaniska egenskaper och
natriumhalt vid gjutning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}