
Full resolution (JPEG) - On this page / på denna sida - H. 42. 13 november 1956 - Spänningskorrosion hos aluminiumlegeringar, av SHl - Nya metoder - Rengöring med ultraljud, av SHl - Besparing av gas vid argonbågsvetsning, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20 november 1956
985
På grund av kopparhalten i H. 14 och H. 15 är
renaluminium tillräckligt anodiskt gentemot dem för att ge
ka-todiskt skydd. För att uppnå samma effekt vid plätering
av D.T.D. 363, som har hög zinkhalt, måste man plätera
med en aluminium-zinklegering. På grund av
tillverkningssättet utgör pläteringen en bestämd del av materialets
tjocklek. För mycket tunn plåt kan därför så mycket
koppar diffundera in i pläteringsskiktet under
bearbetningen och värmebehandlingen att dess skyddsförmåga
avsevärt minskas.
Strängpressade profiler och smiden av H. 15 kan ges
tillräckligt skydd med ett påsprutat skikt av renaluminium.
Samma metod bör kunna användas för andra material,
om man sprutar dem med legeringar så sammansatta att
de ger katodiskt skydd åt grundmetallen. Alltför stor
potentialskillnad mellan skyddsskikt och grundmetall bör
undvikas då härvid onödigt snabb förbrukning av det
förra uppstår.
I många fall ger det pläterade eller påsprutade skiktet
tillräckligt skydd, men i andra är omgivningen så
aggressiv att det fräts bort alltför snabbt. Ett ytterligare skydd
är då nödvändigt. För detta ändamål rekommenderas inte
anodoxidering, då den stör pläteringens funktion som
katodiskt skydd. Man kan emellertid använda målning med
etsande grundfärg, kromatgrundfärg och täckfärg. Den
förstnämnda är dock onödig för sprutade skikt. Om
färgskiktet inte underhålls tillfredsställande, kan det ha en
skadlig verkan, och det bör därför göras tjockt (minst
0,12 mm) på svåråtkomliga ställen.
Används inte ett pläterat eller påsprutat skikt som skydd
kan man lämpligen utnyttja anodoxidering som grund för
målning. Detta förfarande har använts med framgång för
flygplan, men det måste anses mindre pålitligt än det
förut angivna. När man använder bultar av legeringar,
benägna för spänningskorrosion bör de bestrykas med ett
kromathaltigt kitt innan de sätts in. Därefter målas hela
konstruktionen. SHl
Nya metoder
Rengöring med ultraljud. De fördelar, som kan uppnås
genom användning av ultraljud för rengöring av t.ex.
metalldelar eller optiskt glas (Tekn. T. 1953 s. 568), kommer
bäst till sin rätt för artiklar vilkas rengöring enligt vanliga
metoder erbjuder svårigheter. Man kan nämligen med
ultraljud rengöra komplicerat formade delar eller föremål
med porer, hål, räfflor osv. på kort tid. Vid utnyttjning av
ultraljud för rengöring av föremål, som skall beläggas
elektrolytiskt, behöver man i allmänhet inte använda
elektrolytisk avfettning.
Fett och smuts eller slipmedel avlägsnas fullständigt såväl
från små metalldelar, såsom kugghjul och andra delar till
ur, som från större föremål, såsom kullager och
skrivmaskinsdelar. Rengöringen av komplicerade metalldelar
har hittills antingen blivit otillfredsställande eller måst
göras för hand. Ungefär detsamma gäller för optiskt glas.
För rengöring av billiga massartiklar är användning av
ultraljud däremot oekonomisk.
Vid amerikanska försök med föremål som belagts med
radioaktiv smuts har man funnit att 14—35 %> av smutsen
avlägsnas vid tillämpning av gängse rengöringsmetoder,
92 °/o vid borstning för hand och 99,5 °/o vid användning
av ultraljud. Vid rengöring enligt vanlig metod avlägsnas
fett eller olja genom lösning eller emulgering i en vätska.
Effekten kan härvid ökas genom höjning av temperaturen
eller genom att man ger vätskan stark rörelse. Fast smuts
eller polermedel kan emellertid bortskaffas bara genom
stark spolning eller borstning.
Genom att tillgripa ultraljud kan man sätta vätskan i
mycket stark rörelse i förhållande till arbetsstycket. Vidare
gynnar ultraljudvibrationerna emulgering av fett och
dis-pergering av fasta partiklar i rengöringsvätskan. Dessutom
verkar ultraljudet mycket snabbt. Rengöringen sker
nästan explosionsartat (den tar bara några sekunder), och den
sträcker sig även till fördjupningar, t.ex. gängade hål och
andra svårtillgängliga ställen.
De ultraljudapparater för rengöring, som i dag finns att
få, arbetar i allmänhet inom frekvensbandet 400—-1 000
kHz; bara få arbetar med så låg frekvens som 20—30 kHz.
Med stigande frekvens blir accelerationerna i
rengöringsvätskan större vilket bör gynna rengöringen, men man lär
vid praktiska prov ha nått bättre resultat med relativt låg
ultraljudfrekvens.
Om svängningsamplituden blir större har lösgjorda fasta
partiklar mindre möjlighet att på nytt fastna vid den
behandlade ytan. Större delar kan sättas i
resonanssvängningar vilka gynnar rengöringen. För mindre delar av viss
form kan resonanssvängningar emellertid verka
förstörande, t.ex. på lagerstenar. I sådana fall bör man använda
ultraljud med hög frekvens som inte ger
resonanssvängningar.
Den sida av arbetsstycket som är vänd mot
ultraljud-givaren blir vanligen bättre rengjord än frånsidan. Detta
blir särskilt märkbart vid höga frekvenser; vid låga böjs
vågorna mera kring föremålet. Rengöringen blir effektivare
ju starkare kavitationen i vätskan blir, och en viss
kavitation uppnås vid mindre effekt vid lägre frekvens.
Som ultraljudgivare använde man först kvartskristaller.
Dessa kan erhållas bara i begränsad storlek. Kristaller
med 80 mm diameter eller mera är sällsynta och dyrbara.
Sådana givare kan användas bara vid rengöring av små
precisionsdelar, t.ex. till ur. De första europeiska
anläggningarna (i Schweiz) användes för detta ändamål.
Numera tillverkar man emellertid ultraljudgivare av
tunna nickelbleck, hoplagda i en packe. De görs med 255 cm2
svängningsyta, och man kan lägga samman flera givare
så att man får så stor aktiv yta som fordras. Ju större
denna görs, desto större effekt fordrar apparaten, varför
dennas storlek blir en ekonomisk fråga. Som exempel kan
nämnas att man byggt en anläggning med två nickelgivare
och två bad för tillsammans 600 1 lösningsmedel.
Metallgivarna är enklare och billigare än kvartsgivarna.
Vidare är de okänsliga för stötar och kan användas vid
hög temperajur. Bariumtitanatgivare är också billigare än
kvartsgivare, men de tål bara måttligt hög temperatur i
rengöringsbadet. Deras utveckling är emellertid inte
avslutad, och det är därför tänkbart att man med tiden kan
få bariumtitanatgivare som är lika lämpliga som
nickelgivarna för rengöringsändamål (H J Gollmick (i
Indu-strieblatt sept. och nov. 1955). SHl
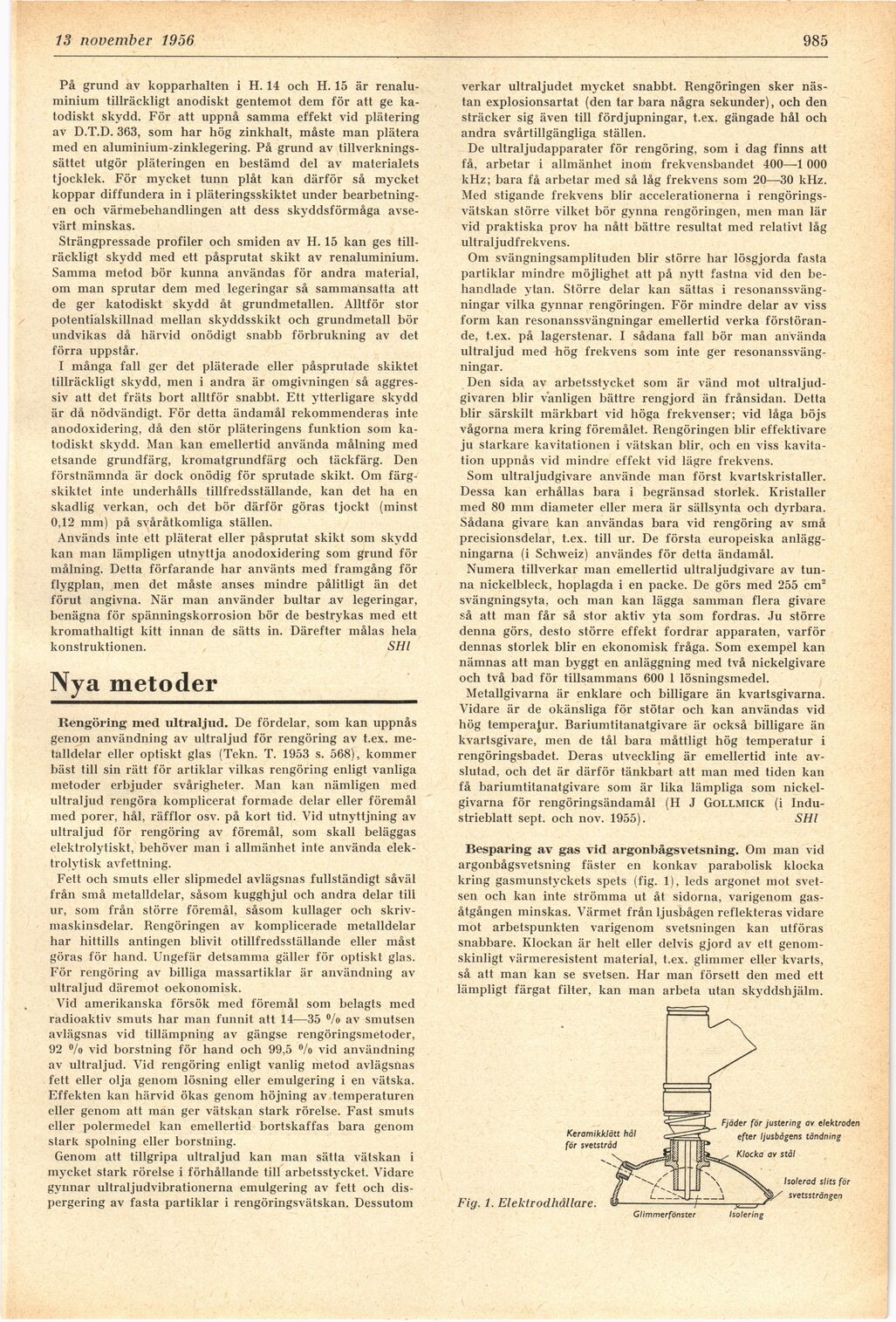
Besparing av gas vid argonbågsvetsning. Om man vid
argonbågsvetsning fäster en konkav parabolisk klocka
kring gasmunstyckets spets (fig. 1), leds argonet mot
svetsen och kan inte strömma ut åt sidorna, varigenom
gasåtgången minskas. Värmet från ljusbågen reflekteras vidare
mot arbetspunkten varigenom svetsningen kan utföras
snabbare. Klockan är helt eller delvis gjord av ett
genomskinligt värmeresistent material, t.ex. glimmer eller kvarts,
så att man kan se svetsen. Har man försett den med ett
lämpligt färgat filter, kan man arbeta utan skyddshjälm.
Fig. 1. Elektrodhållare.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}