
Full resolution (JPEG) - On this page / på denna sida - H. 45. 4 december 1956 - Ståls väteförsprödning vid elektrolytisk metallbeläggning, av Uno Trägårdh
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20 november 1956
1055
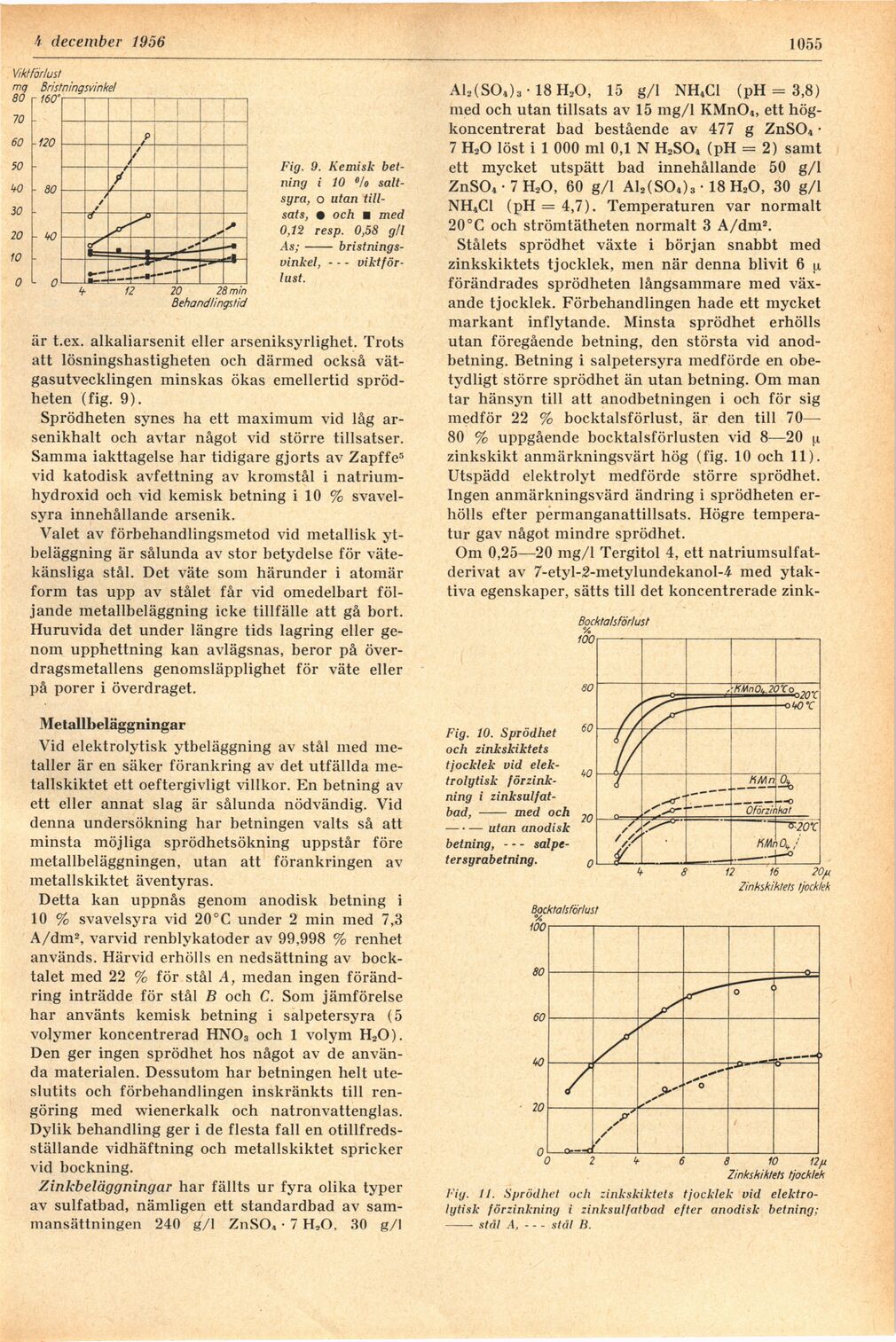
Fig. 9. Kemisk
betning i 10 »/o
saltsyra, o utan
tillsats, • och m med
0,12 resp. 0,58 g/l
As;- bristnings-
vinkel, - - -
viktförlust.
är t.ex. alkaliarsenit eller arseniksyrlighet. Trots
att lösningshastigheten och därmed också
vätgasutvecklingen minskas ökas emellertid
spröd-heten (fig. 9).
Sprödheten synes ha ett maximum vid låg
arsenikhalt och avtar något vid större tillsatser.
Samma iakttagelse har tidigare gjorts av Zapffe5
vid katodisk avfettning av kromstål i
natrium-hydroxid och vid kemisk betning i 10 %
svavelsyra innehållande arsenik.
Valet av förbehandlingsmetod vid metallisk
ytbeläggning är sålunda av stor betydelse för
vätekänsliga stål. Det väte som härunder i atomär
form tas upp av stålet får vid omedelbart
följande metallbeläggning icke tillfälle att gå bort.
Huruvida det under längre tids lagring eller
genom upphettning kan avlägsnas, beror på
överdragsmetallens genomsläpplighet för väte eller
på porer i överdraget.
Metallbeläggningar
Vid elektrolytisk ytbeläggning av stål med
metaller är en säker förankring av det utfällda
metallskiktet ett oeftergivligt villkor. En betning av
ett eller annat slag är sålunda nödvändig. Vid
denna undersökning har betningen valts så att
minsta möjliga sprödhetsökning uppstår före
metallbeläggningen, utan att förankringen av
metallskiktet äventyras.
Detta kan uppnås genom anodisk betning i
10 % svavelsyra vid 20°C under 2 min med 7,3
A/dm2, varvid renblykatoder av 99,998 % renhet
används. Härvid erhölls en nedsättning av
bocktalet med 22 % för stål A, medan ingen
förändring inträdde för stål B och C. Som jämförelse
har använts kemisk betning i salpetersyra (5
volymer koncentrerad HN03 och 1 volym H20).
Den ger ingen sprödhet hos något av de
använda materialen. Dessutom har betningen helt
uteslutits och förbehandlingen inskränkts till
rengöring med wienerkalk och natronvattenglas.
Dylik behandling ger i de flesta fall en
otillfredsställande vidhäftning och metallskiktet spricker
vid bockning.
Zinkbeläggningar har fällts ur fyra olika typer
av sulfatbad, nämligen ett standardbad av
sammansättningen 240 g/1 ZnSO« • 7 HaO, 30 g/1
A12(S04)3 • 18 H20, 15 g/1 NH4C1 (pH - 3,8)
med och utan tillsats av 15 mg/1 KMn04, ett
hög-koncentrerat bad bestående av 477 g ZnS04 •
7 H20 löst i 1 000 ml 0,1 N H2S04 (pH = 2) samt
ett mycket utspätt bad innehållande 50 g/1
ZnS04 • 7 H20, 60 g/1 A12(S04)3 • 18 H20, 30 g/1
NH4C1 (pH = 4,7). Temperaturen var normalt
20°C och strömtätheten normalt 3 A/dm2.
Stålets sprödhet växte i början snabbt med
zinkskiktets tjocklek, men när denna blivit 6 ^
förändrades sprödheten långsammare med
växande tjocklek. Förbehandlingen hade ett mycket
markant inflytande. Minsta sprödhet erhölls
utan föregående betning, den största vid
anod-betning. Betning i salpetersyra medförde en
obetydligt större sprödhet än utan betning. Om man
tar hänsyn till att anodbetningen i och för sig
medför 22 % bocktalsförlust, är den till 70—
80 % uppgående bocktalsförlusten vid 8—20 ja
zinkskikt anmärkningsvärt hög (fig. 10 och 11).
Utspädd elektrolyt medförde större sprödhet.
Ingen anmärkningsvärd ändring i sprödheten
erhölls efter permanganattillsats. Högre
temperatur gav något mindre sprödhet.
Om 0,25—20 mg/1 Tergitol 4, ett
natriumsulfat-derivat av 7-etyl-2-metylundekanol-4 med
ytak-tiva egenskaper, sätts till det koncentrerade zink-
Fig. 10. Sprödhet
och zinkskiktets
tjocklek vid
elektrolytisk förzinkning i zinksulfat-
bad, - med och
–-utan anodisk
betning, —
salpetersyrabetning.
Fig. 11. Sprödhet och zinkskiktets tjocklek vid
elektrolytisk förzinkning i zinksulfatbad efter anodisk betning;
— stål A, - - - stål B.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}