
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 27 - Nya metoder - Synkronmaskiner med icke-sinusformade fält, av FÖ - Tätning av läckor i ångledningar under drift, av SHl - Formning av glsafiberarmering för plastartiklar, av SHl - Dragning av stål vid förhöjd temperatur, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
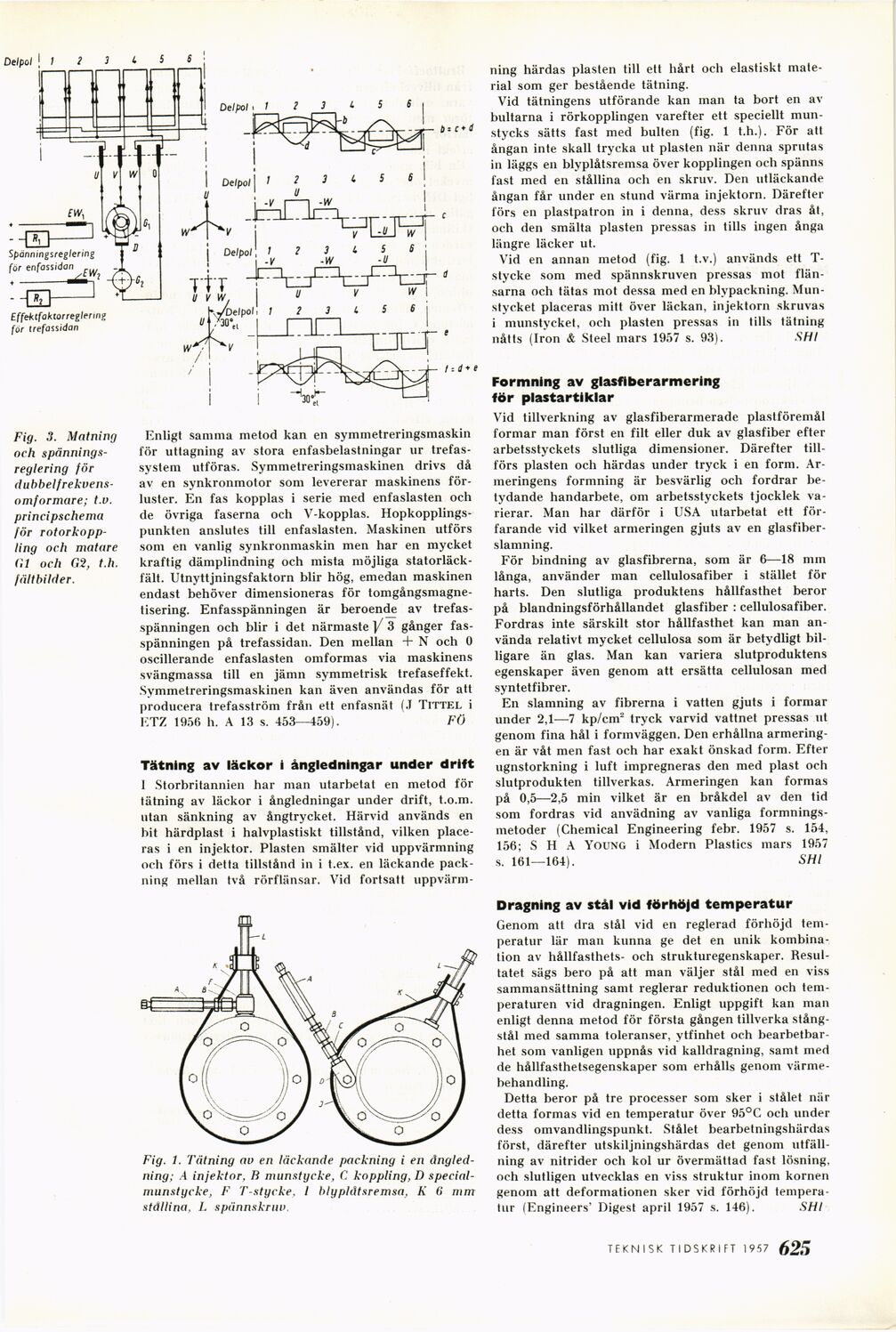
Fig. 3. Matning
och
spänningsreglering för [-dubbelfrekvens-omformare;-]
{+dubbelfrekvens-
omformare;+} t.v.
principschema
för
rotorkopp-ling och matare
Cl och G2, t.h.
fältbilder.
Enligt samma metod kan en symmetreringsmaskin
för uttagning av stora enfasbelastningar ur
trefassystem utföras. Symmetreringsmaskinen drivs då
av en synkronmotor som levererar maskinens
förluster. En fas kopplas i serie med enfaslasten och
de övriga faserna och V-kopplas.
Hopkopplingspunkten anslutes till enfaslasten. Maskinen utförs
som en vanlig synkronmaskin men har en mycket
kraftig dämplindning och mista möjliga
statorläckfält. Utnyttjningsfaktorn blir hög, emedan maskinen
endast behöver dimensioneras för
tomgångsmagne-tisering. Enfasspänningen är beroende av
trefasspänningen och blir i det närmaste ]/ 3 gånger
fasspänningen på trefassidan. Den mellan + N och 0
oscillerande enfaslasten omformas via maskinens
svängmassa till en jämn symmetrisk trefaseffekt.
Symmetreringsmaskinen kan även användas för att
producera trefasström från ett enfasnät (J Tittel i
ETZ 195(5 h. A 13 s. 453—459). FÖ
Tätning av läckor i ångledningar under drift
1 Storbritannien har man utarbetat en metod för
tätning av läckor i ångledningar under drift, t.o.m.
utan sänkning av ångtrycket. Härvid används en
bit härdplast i halvplastiskt tillstånd, vilken
placeras i en injektor. Plasten smälter vid uppvärmning
och förs i detta tillstånd in i t.ex. en läckande
packning mellan två rörflänsar. Vid fortsatt uppvärm-
Fig. 1. Tätning av en läckande packning i en
ångled-ning; /I injektor, B munstycke, C koppling, D
specialmunstycke, F T-stycke. I blypldtsremsa, K 6 mm
ställina, L spännskruv
ning härdas plasten till ett hårt och elastiskt
material som ger bestående tätning.
Vid tätningens utförande kan man ta bort en av
bultarna i rörkopplingen varefter ett speciellt
munstycks sätts fast med bulten (fig. 1 t.h.). För att
ångan inte skall trycka ut plasten när denna sprutas
in läggs en blyplåtsremsa över kopplingen och spanns
fast med en stållina och en skruv. Den utläckande
ångan får under en stund värma injektorn. Därefter
förs en plastpatron in i denna, dess skruv dras åt,
och den smälta plasten pressas in tills ingen ånga
längre läcker ut.
Vid en annan metod (fig. 1 t.v.) används ett
T-stycke som med spännskruven pressas mot
flänsarna och tätas mot dessa med en blypackning.
Munstycket placeras mitt över läckan, injektorn skruvas
i munstycket, och plasten pressas in tills tätning
nåtts (Iron & Steel mars 1957 s. 93). SHl
Formning av glasfiberarmering
för plastartiklar
Vid tillverkning av glasfiberarmerade plastföremål
formar man först en filt eller duk av glasfiber efter
arbetsstyckets slutliga dimensioner. Därefter
tillförs plasten och härdas under tryck i en form.
Armeringens formning är besvärlig och fordrar
betydande handarbete, om arbetsstyckets tjocklek
varierar. Man har därför i USA utarbetat ett
förfarande vid vilket armeringen gjuts av en
glasfiber-slamning.
För bindning av glasfibrerna, som är 6—18 mm
långa, använder man cellulosafiber i stället för
harts. Den slutliga produktens hållfasthet beror
på blandningsförhållandet glasfiber : cellulosafiber.
Fordras inte särskilt stor hållfasthet kan man
använda relativt mycket cellulosa som är betydligt
billigare än glas. Man kan variera slutproduktens
egenskaper även genom att ersätta cellulosan med
syntetfibrer.
En slamning av fibrerna i vatten gjuts i formar
under 2,1—7 kp/cm2 tryck varvid vattnet pressas ut
genom fina hål i formväggen. Den erhållna
armeringen är våt men fast och har exakt önskad form. Efter
ugnstorkning i luft impregneras den med plast och
slutprodukten tillverkas. Armeringen kan formas
på 0,5—2,5 min vilket är en bråkdel av den tid
som fordras vid anvädning av vanliga
formningsmetoder (Chemical Engineering febr. 1957 s. 154,
156; S H A Young i Modern Plastics mars 1957
s. 161—164). SHl
Dragning av stål vid förhöjd temperatur
Genom att dra stål vid en reglerad förhöjd
temperatur lär man kunna ge det en unik
kombination av hållfasthets- och strukturegenskaper.
Resultatet sägs bero på att man väljer stål med en viss
sammansättning samt reglerar reduktionen och
temperaturen vid dragningen. Enligt uppgift kan man
enligt denna metod för första gången tillverka
stångstål med samma toleranser, ytfinhet och
bearbetbar-het som vanligen uppnås vid kalldragning, samt med
de hållfasthetsegenskaper som erhålls genom
värmebehandling.
Detta beror på tre processer som sker i stålet när
detta formas vid en temperatur över 95°C och under
dess omvandlingspunkt. Stålet bearbetningshärdas
först, därefter utskiljningshärdas det genom
utfällning av nitrider och kol ur övermättad fast lösning,
och slutligen utvecklas en viss struktur inom kornen
genom att deformationen sker vid förhöjd
temperatur (Engineers’ Digest april 1957 s. 146). SHl
TEKNISK TIDSKRIFT 1957 5 77
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}