
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 31 - Elektrokemisk ytbearbetning, av Emanuel Warsztacki

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Elektrokemisk
ytbearbetning
Civilingenjör Emanuel Warsztacki, Stockholm
621.357.7
En formgivning med spånskärande verktyg
medför alltid att spänningar genom plastisk
deformation byggs in i detaljens ytskikt. Dessa
spänningar kan ge försämrad ytkvalitet samt
orsaka mikroskopiska sprickor. Vid
avlägsnande av tunna ytskikt är riskerna härför speciellt
stora. Elektrokemisk bearbetning ger i vissa
fall bättre ytjämnhet utan sprickor och till
lägre kostnad än vanliga slip- och polermedel.
Elektrolytisk slipning
Elektrolytisk slipning bygger på anodens
upplösning i en elektrolyt. Den kan användas
endast för elektriskt ledande material. Då
anodens hårdhet inte inverkar på
upplösningshastigheten har man på olika håll undersökt
möjligheten att slipa hårdmetall och
svårbearbet-bara metaller på detta sätt för att minska
förbrukningen av industridiamanter.
Avverkningshastigheten växer med strömtät-
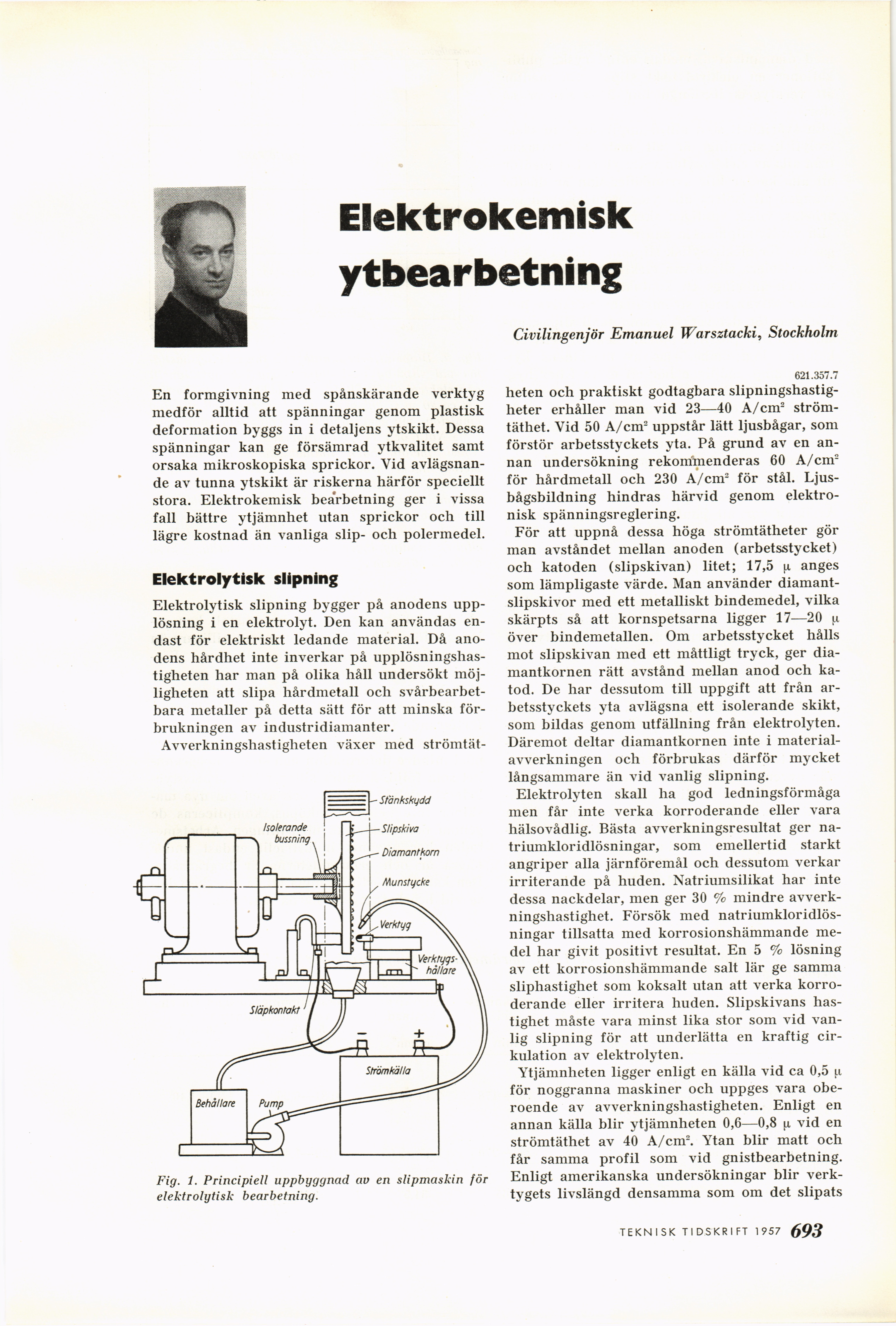
Fig. 1. Principiell uppbyggnad av en slipmaskin för
elektrolytisk bearbetning.
heten och praktiskt godtagbara
slipningshastig-heter erhåller man vid 23—40 A/cm2
strömtäthet. Vid 50 A/cm2 uppstår lätt ljusbågar, som
förstör arbetsstyckets yta. På grund av en
annan undersökning rekommenderas 60 A/cm2
för hårdmetall och 230 A/cm2 för stål.
Ljusbågsbildning hindras härvid genom
elektronisk spänningsreglering.
För att uppnå dessa höga strömtätheter gör
man avståndet mellan anoden (arbetsstycket)
och katoden (slipskivan) litet; 17,5 ^ anges
som lämpligaste värde. Man använder
diamantslipskivor med ett metalliskt bindemedel, vilka
skärpts så att kornspetsarna ligger 17—20 [a
över bindemetallen. Om arbetsstycket hålls
mot slipskivan med ett måttligt tryck, ger
diamantkornen rätt avstånd mellan anod och
katod. De har dessutom till uppgift att från
arbetsstyckets vta avlägsna ett isolerande skikt,
som bildas genom utfällning från elektrolyten.
Däremot deltar diamantkornen inte i
materialavverkningen och förbrukas därför mycket
långsammare än vid vanlig slipning.
Elektrolyten skall ha god ledningsförmåga
men får inte verka korroderande eller vara
hälsovådlig. Bästa avverkningsresultat ger
na-triumkloridlösningar, som emellertid starkt
angriper alla järnföremål och dessutom verkar
irriterande på huden. Natriumsilikat har inte
dessa nackdelar, men ger 30 % mindre
avverkningshastighet. Försök med
natriumkloridlös-ningar tillsatta med korrosionshämmande
medel har givit positivt resultat. En 5 % lösning
av ett korrosionshämmande salt lär ge samma
sliphastighet som koksalt utan att verka
korroderande eller irritera huden. Slipskivans
hastighet måste vara minst lika stor som vid
vanlig slipning för att underlätta en kraftig
cirkulation av elektrolyten.
Ytjämnheten ligger enligt en källa vid ca 0,5 ix
för noggranna maskiner och uppges vara
oberoende av avverkningshastigheten. Enligt en
annan källa blir ytjämnheten 0,6—0,8 ^ vid en
strömtäthet av 40 A/cm2. Ytan blir matt och
får samma profil som vid gnistbearbetning.
Enligt amerikanska undersökningar blir
verktygets livslängd densamma som om det slipats
TEKNISK TIDSKRIFT 1957 5 77
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}