
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 36 - Nya metoder - Oljebehandling av grusvägar, av G Lbg - Järnvägsvagn för tunga transformatorer, av G Olsson - Kromering genom induktionsupphettning, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
nya metoder
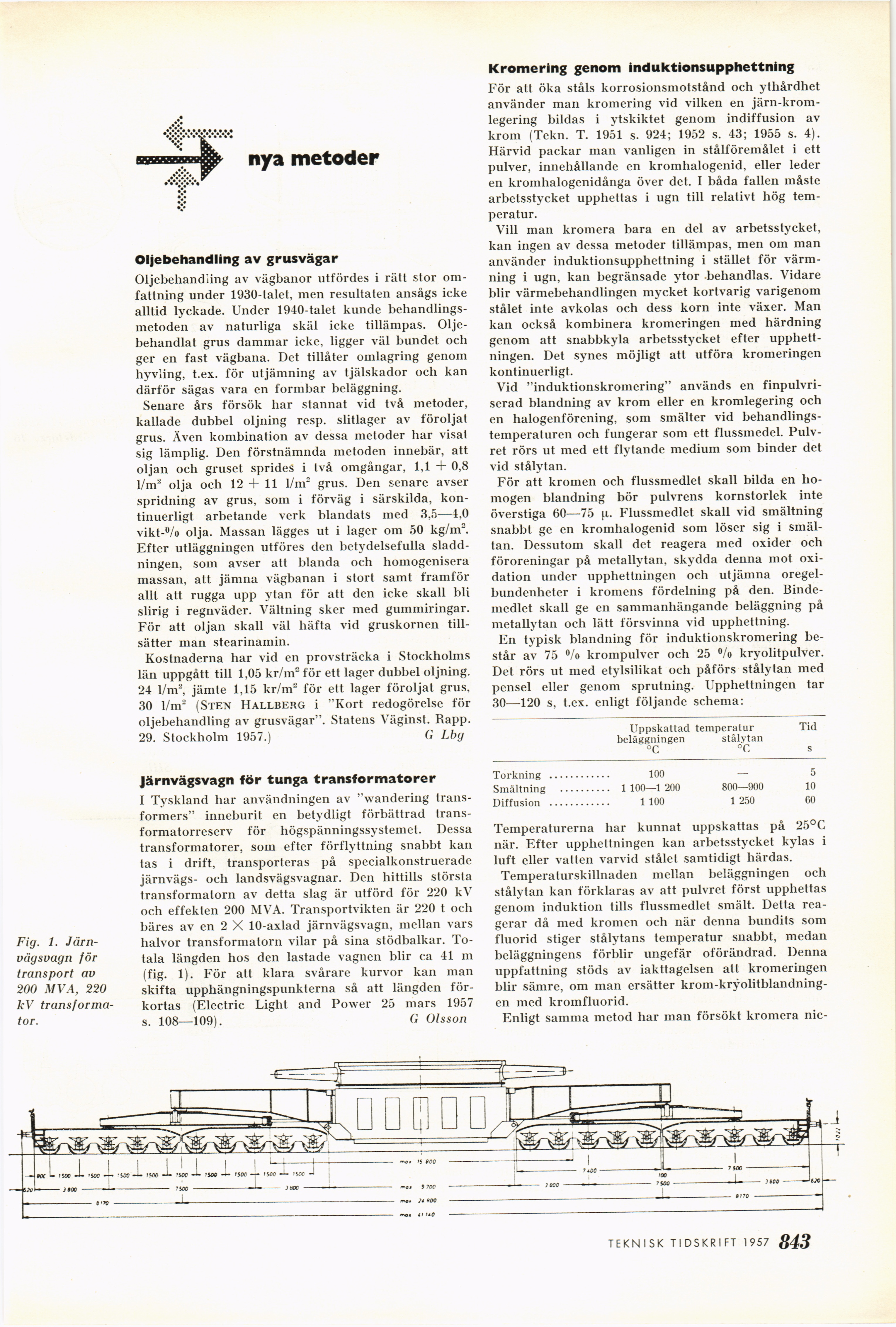
Fig. 1.
Järnvägsvagn för
transport av
200 MVA, 220
kV
transformator.
Oljebehandling av grusvägar
Oljebehandiing av vägbanor utfördes i rätt stor
omfattning under 1930-talet, men resultaten ansågs icke
alltid lyckade. Under 1910-talet kunde
behandlingsmetoden av naturliga skäl icke tillämpas.
Olje-behandlat grus dammar icke, ligger väl bundet och
ger en fast vägbana. Det tillåter omlagring genom
hyvling, t.ex. för utjämning av tjälskador och kan
därför sägas vara en formbar beläggning.
Senare års försök har stannat vid två metoder,
kallade dubbel oljning resp. slitlager av föroljat
grus. Även kombination av dessa metoder har visat
sig lämplig. Den förstnämnda metoden innebär, att
oljan och gruset sprides i två omgångar, 1,1 + 0,8
1/m2 olja och 12 + 11 1/m2 grus. Den senare avser
spridning av grus, som i förväg i särskilda,
kontinuerligt arbetande verk blandats med 3,5—1,0
vikt-%> olja. Massan lägges ut i lager om 50 kg/m2.
Efter utläggningen utföres den betydelsefulla
sladd-ningen, som avser att blanda och homogenisera
massan, att jämna vägbanan i stort samt framför
allt att rugga upp vtan för att den icke skall bli
slirig i regnväder. Vältning sker med gummiringar.
För att oljan skall väl häfta vid gruskornen
tillsätter man stearinamin.
Kostnaderna har vid en provsträcka i Stockholms
län uppgått till 1,05 kr/m2 för ett lager dubbel oljning.
24 1/m2, jämte 1,15 kr/m2 för ett lager föroljat grus,
30 1/m2 (Sten Hallberg i "Kort redogörelse för
oljebehandling av grusvägar". Statens Väginst. Rapp.
29. Stockholm 1957.) G Lbg
Järnvägsvagn för tunga transformatorer
I Tyskland har användningen av "wandering
trans-formers" inneburit en betydligt förbättrad
transformatorreserv för högspänningssystemet. Dessa
transformatorer, som efter förflyttning snabbt kan
tas i drift, transporteras på specialkonstruerade
järnvägs- och landsvägsvagnar. Den hittills största
transformatorn av detta slag är utförd för 220 kV
och effekten 200 MVA. Transportvikten är 220 t och
bäres av en 2 X 10-axlad järnvägsvagn, mellan vars
halvor transformatorn vilar på sina stödbalkar.
Totala längden hos den lastade vagnen blir ca 41 m
(fig. 1). För att klara svårare kurvor kan man
skifta upphängningspunkterna så att längden
förkortas (Electric Light and Power 25 mars 1957
s. 108—109). G Olsson
Kromering genom induktionsupphettning
För att öka ståls korrosionsmotstånd och ythårdhet
använder man kromering vid vilken en
järn-kromlegering bildas i ytskiktet genom indiffusion av
krom (Tekn. T. 1951 s. 924; 1952 s. 43; 1955 s. 4).
Härvid packar man vanligen in stålföremålet i ett
pulver, innehållande en kromhalogenid, eller leder
en kromhalogenidånga över det. I båda fallen måste
arbetsstycket upphettas i ugn till relativt hög
temperatur.
Vill man kromera bara en del av arbetsstycket,
kan ingen av dessa metoder tillämpas, men om man
använder induktionsupphettning i stället för
värmning i ugn, kan begränsade ytor behandlas. Vidare
blir värmebehandlingen mycket kortvarig varigenom
stålet inte avkolas och dess korn inte växer. Man
kan också kombinera kromeringen med härdning
genom att snabbkyla arbetsstycket efter
upphettningen. Det synes möjligt att utföra kromeringen
kontinuerligt.
Vid "induktionskromering" används en
finpulvri-serad blandning av krom eller en kromlegering och
en halogenförening, som smälter vid
behandlingstemperaturen och fungerar som ett flussmedel.
Pulvret rörs ut med ett flytande medium som binder det
vid stålytan.
För att kromen och flussmedlet skall bilda en
homogen blandning bör pulvrens kornstorlek inte
överstiga 60—75 j.i. Flussmedlet skall vid smältning
snabbt ge en kromhalogenid som löser sig i
smältan. Dessutom skall det reagera med oxider och
föroreningar på metallytan, skydda denna mot
oxidation under upphettningen och utjämna
oregelbundenheter i kromens fördelning på den.
Bindemedlet skall ge en sammanhängande beläggning på
metallytan och lätt försvinna vid upphettning.
En typisk blandning för induktionskromering
består av 75 %> krompulver och 25 %> kryolitpulver.
Det rörs ut med etylsilikat och påförs stålytan med
pensel eller genom sprutning. Upphettningen tar
30—120 s, t.ex. enligt följande schema:
Uppskattad temperatur Tid
beläggningen stålytan
°C °C s
Torkning ........................100 — 5
Smältning .......... 1 100—1 200 800—900 10
Diffusion ............ 1 100 1 250 60
Temperaturerna har kunnat uppskattas på 25°C
när. Efter upphettningen kan arbetsstycket kylas i
luft eller vatten varvid stålet samtidigt härdas.
Temperaturskillnaden mellan beläggningen och
stålytan kan förklaras av att pulvret först upphettas
genom induktion tills flussmedlet smält. Detta
reagerar då med kromen och när denna bundits som
fluorid stiger stålytans temperatur snabbt, medan
beläggningens förblir ungefär oförändrad. Denna
uppfattning stöds av iakttagelsen att kromeringen
blir sämre, om man ersätter
krom-kryolitblandning-en med kromfluorid.
Enligt samma metod har man försökt kromera nic-
7 TEKN ISK TI DSKRI FT 1957
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}