
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 12 - Numerisk styrning av verktygsmaskiner, av Ingvar Nilsson och Börje Nyquist

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
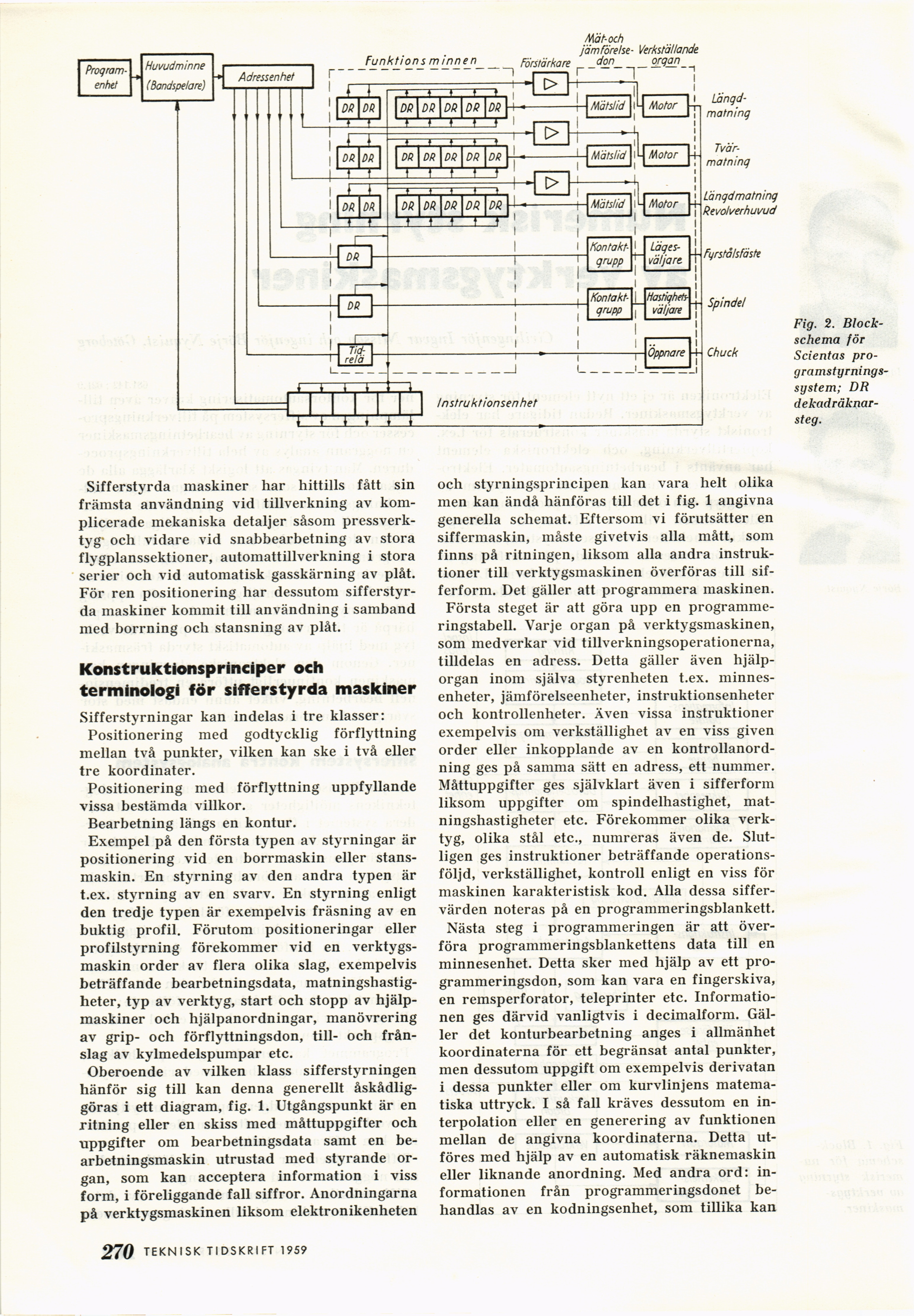
Fig. 2.
Blockschema för
Scientas
pro-gramstyrnings-system; DR [-dekadräknar-steg.-]
{+dekadräknar-
steg.+}
Sifferstyrda maskiner har hittills fått sin
främsta användning vid tillverkning av
komplicerade mekaniska detaljer såsom
pressverktyg- och vidare vid snabbearbetning av stora
flygplanssektioner, automattillverkning i stora
serier och vid automatisk gasskärning av plåt.
För ren positionering har dessutom
sifferstyrda maskiner kommit till användning i samband
med borrning och stansning av plåt.
Konstruktionsprinciper och
terminologi för sifferstyrda maskiner
Sifferstyrningar kan indelas i tre klasser:
Positionering med godtycklig förflyttning
mellan två punkter, vilken kan ske i två eller
tre koordinater.
Positionering med förflyttning uppfyllande
vissa bestämda villkor.
Bearbetning längs en kontur.
Exempel på den första typen av styrningar är
positionering vid en borrmaskin eller
stansmaskin. En styrning av den andra typen är
t.ex. styrning av en svarv. En styrning enligt
den tredje typen är exempelvis fräsning av en
buktig profil. Förutom positioneringar eller
profilstyrning förekommer vid en
verktygsmaskin order av flera olika slag, exempelvis
beträffande bearbetningsdata,
matningshastigheter, typ av verktyg, start och stopp av
hjälpmaskiner och hjälpanordningar, manövrering
av grip- och förflyttningsdon, till- och
frånslag av kylmedelspumpar etc.
Oberoende av vilken klass sifferstyrningen
hänför sig till kan denna generellt
åskådliggöras i ett diagram, fig. 1. Utgångspunkt är en
ritning eller en skiss med måttuppgifter och
uppgifter om bearbetningsdata samt en
bearbetningsmaskin utrustad med styrande
organ, som kan acceptera information i viss
form, i föreliggande fall siffror. Anordningarna
på verktygsmaskinen liksom elektronikenheten
och styrningsprincipen kan vara helt olika
men kan ändå hänföras till det i fig. 1 angivna
generella schemat. Eftersom vi förutsätter en
siffermaskin, måste givetvis alla mått, som
finns på ritningen, liksom alla andra
instruktioner till verktygsmaskinen överföras till
sif-ferform. Det gäller att programmera maskinen.
Första steget är att göra upp en
programmeringstabell. Varje organ på verktygsmaskinen,
som medverkar vid tillverkningsoperationerna,
tilldelas en adress. Detta gäller även
hjälporgan inom själva styrenheten t.ex.
minnesenheter, jämförelseenheter, instruktionsenheter
och kontrollenheter. Även vissa instruktioner
exempelvis om verkställighet av en viss given
order eller inkopplande av en
kontrollanordning ges på samma sätt en adress, ett nummer.
Måttuppgifter ges självklart även i sifferform
liksom uppgifter om spindelhastighet,
matningshastigheter etc. Förekommer olika
verktyg, olika stål etc., numreras även de.
Slutligen ges instruktioner beträffande
operations-följd, verkställighet, kontroll enligt en viss för
maskinen karakteristisk kod. Alla dessa
siffervärden noteras på en programmeringsblankett.
Nästa steg i programmeringen är att
överföra programmeringsblankettens data till en
minnesenhet. Detta sker med hjälp av ett
programmeringsdon, som kan vara en fingerskiva,
en remsperforator, teleprinter etc.
Informationen ges därvid vanligtvis i decimalform.
Gäller det konturbearbetning anges i allmänhet
koordinaterna för ett begränsat antal punkter,
men dessutom uppgift om exempelvis derivatan
i dessa punkter eller om kurvlinjens
matematiska uttryck. I så fall kräves dessutom en
in-terpolation eller en generering av funktionen
mellan de angivna koordinaterna. Detta
utföres med hjälp av en automatisk räknemaskin
eller liknande anordning. Med andra ord:
informationen från programmeringsdonet
behandlas av en kodningsenhet, som tillika kan
]J2 TEKNISK TIDSKRIFT 195?
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}