
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 14 - Nya metoder - Avsvavling av koksugnsgas i fluidiserad bädd, av SHl - Elektrolytisk framställning av väte under högt tryck, av SHl - Påhängsvagnar för järnvägs- och landsvägstransport, av Erik Nothin - Sprutning av stål på stål, av KJB

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
•serad bädd vid 600—800°C. Då den erhållna
gasblandningen är fri från arsenik, klorider och
kväveoxider är den en utmärkt råvara för tillverkning av
svavelsyra enligt kontaktmetoden. Regenererad
järnoxid överförs till absorptionskärlets topp (Chemical
Engineering 22 sept. 1958 s. 69). SHI
Elektrolytisk framställning av väte
under högt tryck
En västtysk anläggning för elektrolytisk tillverkning
av väte vid 30 kp/cm2 lär dra mindre kraft per
massenhet väte än de vanliga anläggningarna som
arbetar vid atmosfärstryck. För framställning av 1 m"
(0°C, 760 torr) väte och 0,5 m3 syra åtgår 4,35—
4,55 kWh mot 4,95—5,65 kWh vid atmosfärstryck.
Elektrolysören, som är av filterpresstyp, består
av 400—600 seriekopplade celler, skilda åt av
dia-fragmer. En likspänning på upp till 1 200 V används.
Elektrolyten är 26 °/o kaliumhydroxidlösning som
cirkulerar genom varje cells anod- och katodrum. De
utvecklade gaserna följer med elektrolyten ut ur
elektrolysören och skils från vätskan i separatorer.
Det sönderdelade vattnet ersätts med destillerat
vatten.
Tillgängliga elektrolysörer ger 200—600 m3/h (0°C.
760 torr) vätgas, men man anser att större
apparater kan konstrueras (Chemical Engineer 6 okt. 1958
s. 54). SHI
Påhängsvagnar för
järnvägs-och landsvägstransport
Vid en del långväga transporter kan man förenkla
hanteringen av transportgodset genom att samlasta
detta i storbehållare som utan omplockning av
innehållet lastas direkt från lastbil till järnvägsvagn och
vice versa. Denna metod har i USA, bl.a. vid New
York Central System, utvecklats till användning av
mycket stora behållare, "flexi-vans" eller
påhängsvagnar med upp till 27 t lastförmåga och 12—13 m
längd.
Behållarna enligt detta system, vilka tillverkas av
lättmetall och liknar vagnskorgen till en sluten
godsvagn av vanlig typ, anbringas vid järnvägstransport
på ett specialbyggt vagnsunderrede med
ändplattfor-mar, vid vilka behållaren fastgöres på ett
betryggande sätt före transporten. Underredet som vilar
på två vanliga godsvagnsboggier är vid sin
mittpunkt försett med ett slags vändskiva med
spåranordning för behållaren. Vändskivan kan höjas
och sänkas med en hydraulisk domkraft, som
manövreras med hjälp av en på vagnsunderredet anbragt
elektrisk pump. Strömmen till denna brukar tas
från den nära järnvägsvagnen uppställda dragbilen,
vars batteri med kabel förbindes med pumpen.
Vid avlastning av behållaren lyftes denna med
spåranordningen och vändskivan med hjälp av
domkraften samt vrides 90° mot godsvagnens mittlinje.
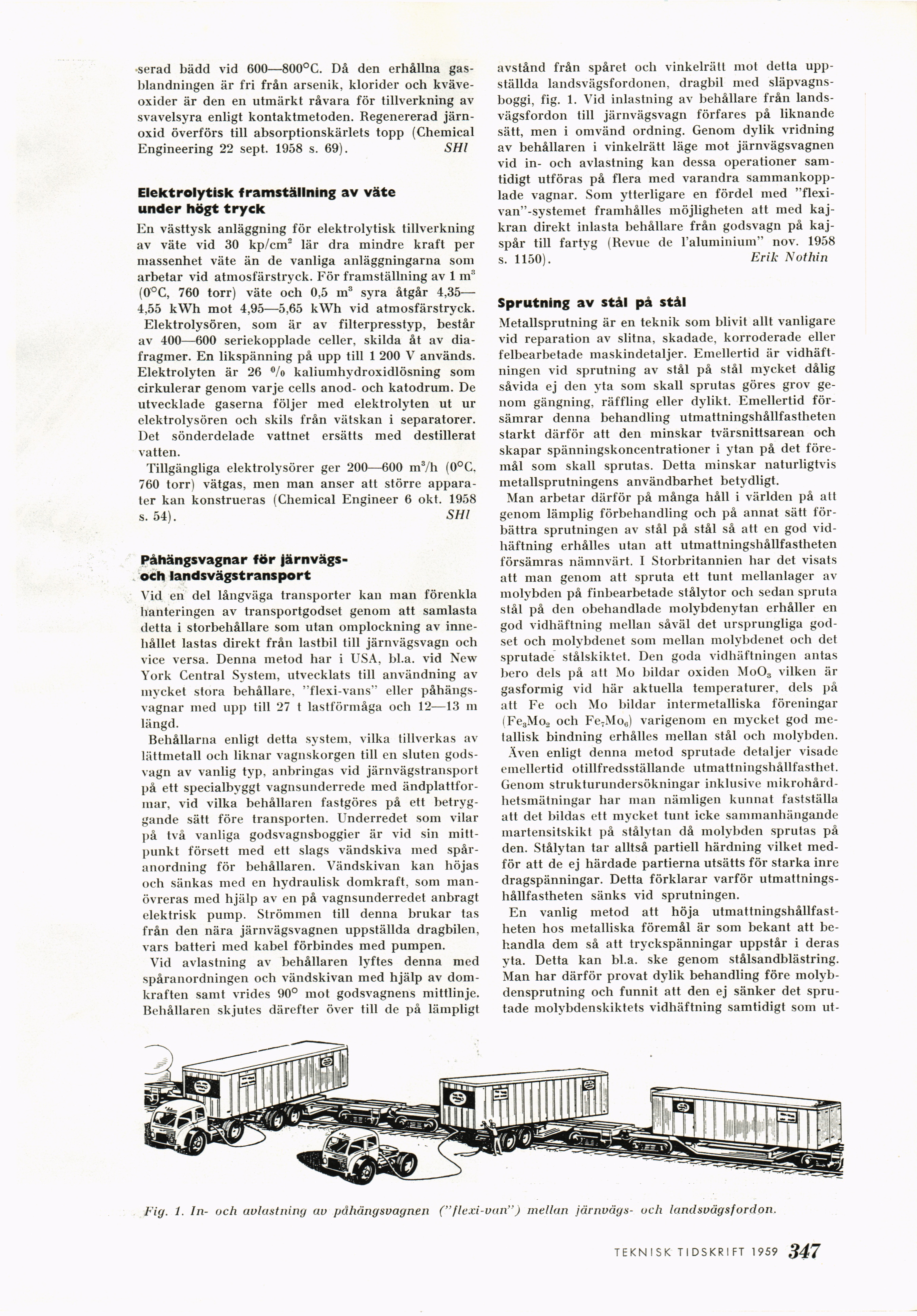
Behållaren skjutes därefter över till de på lämpligt
avstånd från spåret och vinkelrätt mot detta
uppställda landsvägsfordonen, dragbil med
släpvagns-boggi, fig. 1. Vid inlastning av behållare från
landsvägsfordon till järnvägsvagn förfares på liknande
sätt, men i omvänd ordning. Genom dylik vridning
av behållaren i vinkelrätt läge mot järnvägsvagnen
vid in- och avlastning kan dessa operationer
samtidigt utföras på flera med varandra
sammankopplade vagnar. Som ytterligare en fördel med
"flexi-van"-systemet framhålles möjligheten att med
kajkran direkt inlasta behållare från godsvagn på
kajspår till fartyg (Revue de l’aluminium" nov. 1958
s. 1150). Erik Nothin
Sprutning av stål på stål
Metallsprutning är en teknik som blivit allt vanligare
vid reparation av slitna, skadade, korroderade eller
felbearbetade maskindetaljer. Emellertid är
vidhäftningen vid sprutning av stål på stål mycket dålig
såvida ej den yta som skall sprutas göres grov
genom gängning, räffling eller dylikt. Emellertid
försämrar denna behandling utmattningshållfastheten
starkt därför att den minskar tvärsnittsarean och
skapar spänningskoncentrationer i ytan på det
föremål som skall sprutas. Detta minskar naturligtvis
metallsprutningens användbarhet betydligt.
Man arbetar därför på många håll i världen på att
genom lämplig förbehandling och på annat sätt
förbättra sprutningen av stål på stål så att en god
vidhäftning erhålles utan att utmattningshållfastheten
försämras nämnvärt. I Storbritannien har det visats
att man genom att spruta ett tunt mellanlager av
molybden på finbearbetade stålytor och sedan spruta
stål på den obehandlade molybdenvtan erhåller en
god vidhäftning mellan såväl det ursprungliga
godset och molybdenet som mellan molvbdenet och det
sprutade stålskiktet. Den goda vidhäftningen antas
hero dels på att Mo bildar oxiden Mo03 vilken är
gasformig vid här aktuella temperaturer, dels på
att Fe och Mo bildar intermetalliska föreningar
(Fe3Mo2 och Fe7Mo,,) varigenom en mycket god
metallisk bindning erhålles mellan stål och molybden.
Även enligt denna metod sprutade detaljer visade
emellertid otillfredsställande utmattningshållfasthet.
Genom strukturundersökningar inklusive
mikrohård-hetsmätningar har man nämligen kunnat fastställa
att det bildas ett mycket tunt icke sammanhängande
martensitskikt på stålytan då molybden sprutas på
den. Stålytan tar alltså partiell härdning vilket
medför att de ej härdade partierna utsätts för starka inre
dragspänningar. Detta förklarar varför
utmattningshållfastheten sänks vid sprutningen.
En vanlig metod att höja
utmattningshållfastheten hos metalliska föremål är som bekant att
behandla dem så att tryckspänningar uppstår i deras
yta. Detta kan bl.a. ske genom stålsandblästring.
Man har därför provat dylik behandling före
molyb-densprutning och funnit att den ej sänker det
sprutade molybdenskiktets vidhäftning samtidigt som ut-
Fig. 1. In- och avlastning av påhängsvagnen ("flexi-van") mellan järnvägs- och landsvägsfordon.
TEKNISK TIDSKRIFT 1959 347
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}