
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 12 - Bearbetbarhet, av Owen Andersson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
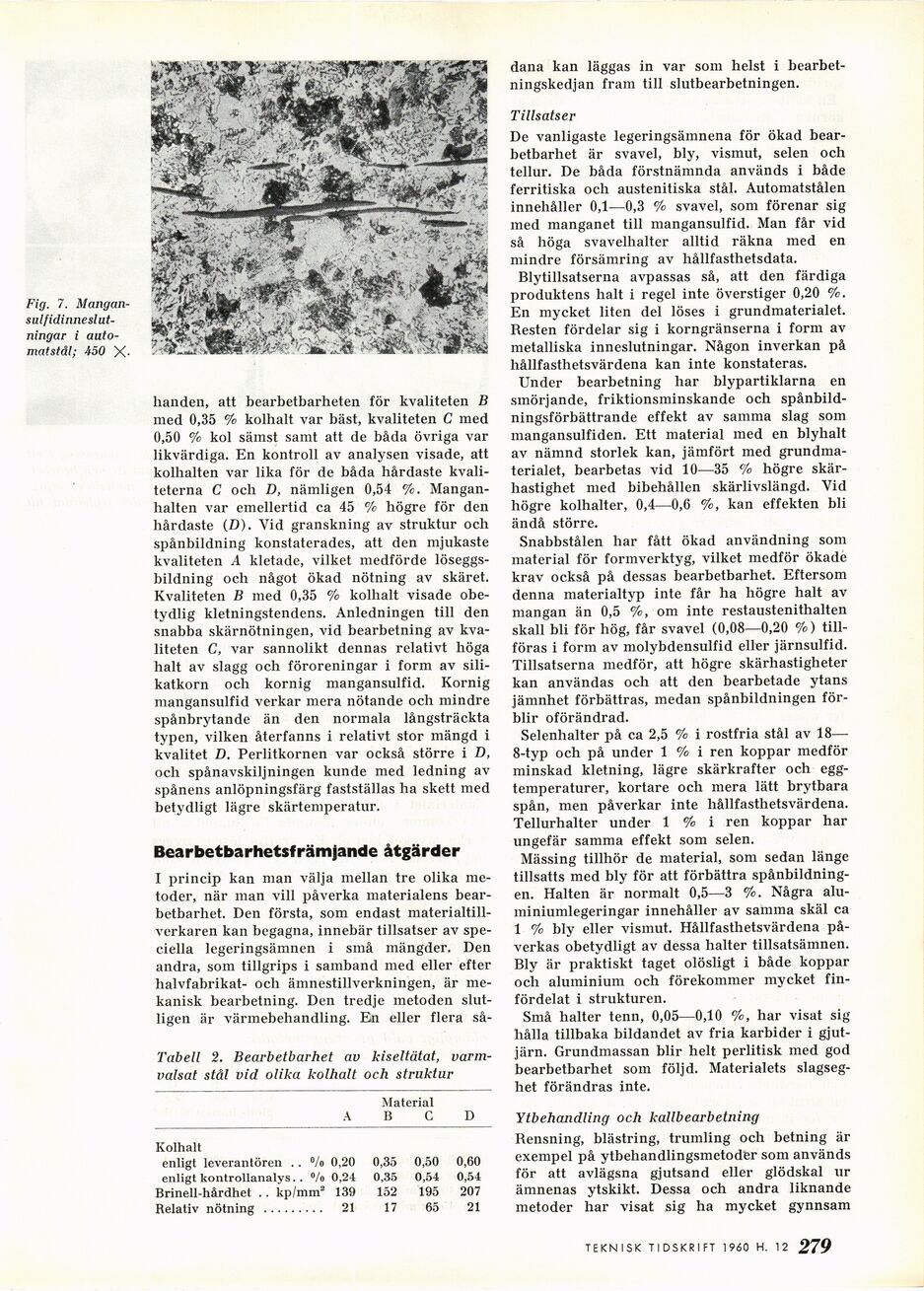
Fig. 7.
Mangansulfidinneslut-ningar i
automatstål; 450 X-
handen, att bearbetbarheten för kvaliteten B
med 0,35 % kolhalt var bäst, kvaliteten C med
0,50 % kol sämst samt att de båda övriga var
likvärdiga. En kontroll av analysen visade, att
kolhalten var lika för de båda hårdaste
kvaliteterna C och D, nämligen 0,54 %.
Manganhalten var emellertid ca 45 % högre för den
hårdaste (D). Vid granskning av struktur och
spånbildning konstaterades, att den mjukaste
kvaliteten A kletade, vilket medförde
löseggs-bildning och något ökad nötning av skäret.
Kvaliteten B med 0,35 % kolhalt visade
obetydlig kletningstendens. Anledningen till den
snabba skärnötningen, vid bearbetning av
kvaliteten C, var sannolikt dennas relativt höga
halt av slagg och föroreningar i form av
sili-katkorn och kornig mangansulfid. Kornig
mangansulfid verkar mera nötande och mindre
spånbrytande än den normala långsträckta
typen, vilken återfanns i relativt stor mängd i
kvalitet D. Perlitkornen var också större i D,
och spånavskiljningen kunde med ledning av
spånens anlöpningsfärg fastställas ha skett med
betydligt lägre skärtemperatur.
Bearbetbarhetsfrämjande åtgärder
I princip kan man välja mellan tre olika
metoder, när man vill påverka materialens
bearbetbarhet. Den första, som endast
materialtillverkaren kan begagna, innebär tillsatser av
speciella legeringsämnen i små mängder. Den
andra, som tillgrips i samband med eller efter
halvfabrikat- och ämnestillverkningen, är
mekanisk bearbetning. Den tredje metoden
slutligen är värmebehandling. En eller flera så-
Tabell 2. Bearbetbarhet av kiseltätat,
varmvalsat stål vid olika kolhalt och struktur
Material
A B C D
Kolhalt
enligt leverantören . . % 0,20 0,35 0,50 0,60
enligt kontrollanalys. . % 0,24 0,35 0,54 0,54
Brinell-hårdhet . . kp/m m2 139 152 195 207
Relativ nötning ....... . . 21 17 65 21
dana kan läggas in var som helst i
bearbetningskedjan fram till slutbearbetningen.
Tillsatser
De vanligaste legeringsämnena för ökad
bearbetbarhet är svavel, bly, vismut, selen och
tellur. De båda förstnämnda används i både
ferritiska och austenitiska stål. Automatstålen
innehåller 0,1—0,3 % svavel, som förenar sig
med manganet till mangansulfid. Man får vid
så höga svavelhalter alltid räkna med en
mindre försämring av hållfasthetsdata.
Blytillsatserna avpassas så, att den färdiga
produktens halt i regel inte överstiger 0,20 %.
En mycket liten del löses i grundmaterialet.
Resten fördelar sig i korngränserna i form av
metalliska inneslutningar. Någon inverkan på
hållfasthetsvärdena kan inte konstateras.
Under bearbetning har blypartiklarna en
smörjande, friktionsminskande och
spånbild-ningsförbättrande effekt av samma slag som
mangansulfiden. Ett material med en blyhalt
av nämnd storlek kan, jämfört med
grundmaterialet, bearbetas vid 10—35 % högre
skärhastighet med bibehållen skärlivslängd. Vid
högre kolhalter, 0,4—0,6 %, kan effekten bli
ändå större.
Snabbstålen har fått ökad användning som
material för formverktyg, vilket medför ökade
krav också på dessas bearbetbarhet. Eftersom
denna materialtyp inte får ha högre halt av
mangan än 0,5 %, om inte restaustenithalten
skall bli för hög, får svavel (0,08—0,20 %)
tillföras i form av molybdensulfid eller järnsulfid.
Tillsatserna medför, att högre skärhastigheter
kan användas och att den bearbetade ytans
jämnhet förbättras, medan spånbildningen
förblir oförändrad.
Selenhalter på ca 2,5 % i rostfria stål av 18—
8-typ och på under 1 % i ren koppar medför
minskad kletning, lägre skärkrafter och
eggtemperaturer, kortare och mera lätt brytbara
spån, men påverkar inte hållfasthetsvärdena.
Tellurhalter under 1 % i ren koppar har
ungefär samma effekt som selen.
Mässing tillhör de material, som sedan länge
tillsatts med bly för att förbättra
spånbildningen. Halten är normalt 0,5—3 %. Några
aluminiumlegeringar innehåller av samma skäl ca
1 % bly eller vismut. Hållfasthetsvärdena
påverkas obetydligt av dessa halter tillsatsämnen.
Bly är praktiskt taget olösligt i både koppar
och aluminium och förekommer mycket
finfördelat i strukturen.
Små halter tenn, 0,05—0,10 %, har visat sig
hålla tillbaka bildandet av fria karbider i
gjutjärn. Grundmassan blir helt perlitisk med god
bearbetbarhet som följd. Materialets
slagseghet förändras inte.
Ytbehandling och kallbearbetning
Rensning, blästring, trumling och betning är
exempel på ytbehandlingsmetoder som används
för att avlägsna gjutsand eller glödskal ur
ämnenas ytskikt. Dessa och andra liknande
metoder har visat sig ha mycket gynnsam
TEKNISK TIDSKRIFT 1960 H. 7 J(f3
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}