
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 18 - Oförstörande provning inom kärnkraftindustri, av Karl-Erik Gredborn
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
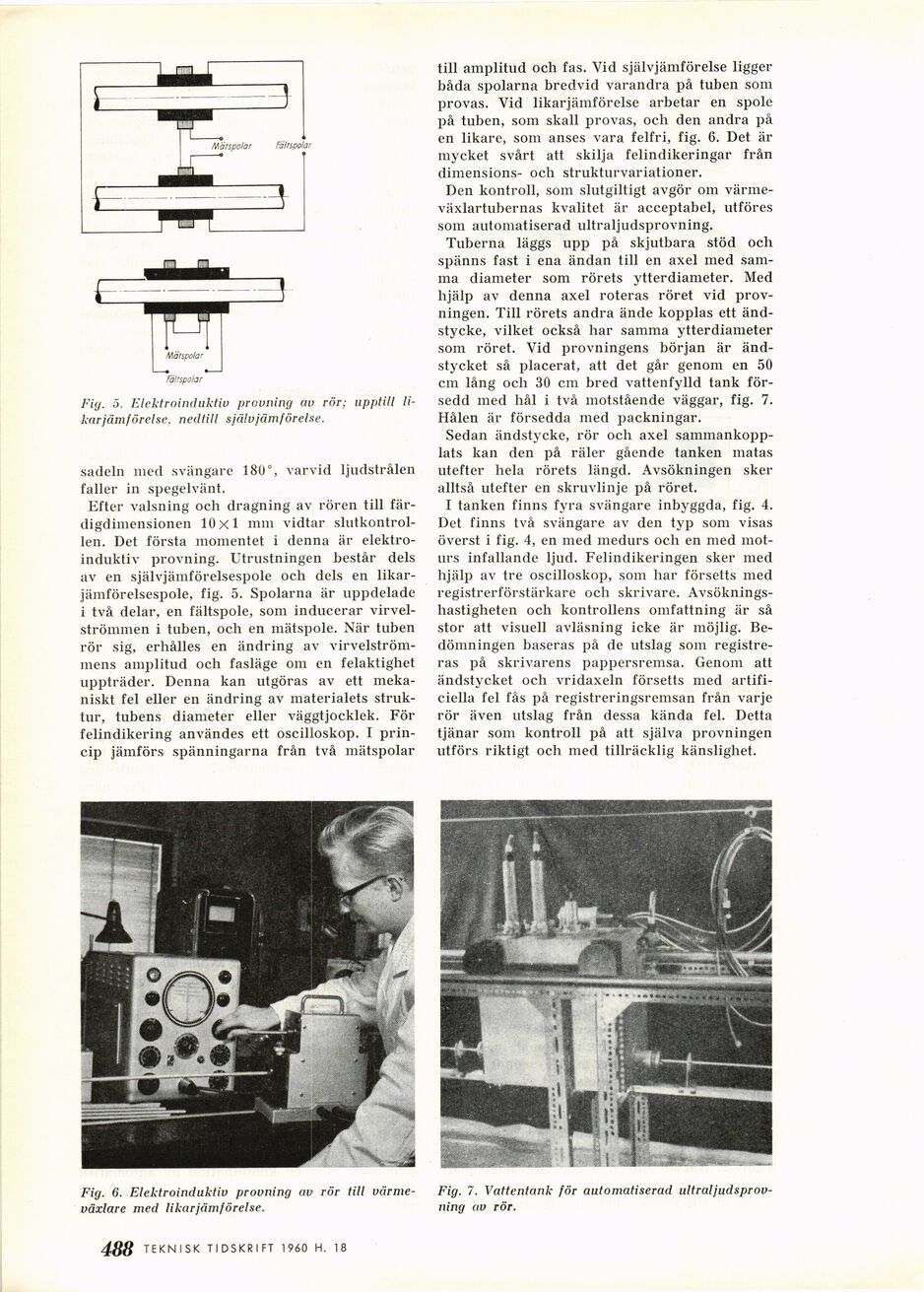
Mätspolar
fältspolar
Fig. 5. Elektroinduktiv provning av rör; upptill
li-karjämförelse. nedtill självjämförelse.
sadeln med svängare 180°, varvid ljudstrålen
faller in spegelvänt.
Efter valsning och dragning av rören till
färdigdimensionen 10x1 mm vidtar
slutkontrollen. Det första momentet i denna är
elektroinduktiv provning. Utrustningen består dels
av en självjämförelsespole och dels en
likar-jämförelsespole, fig. 5. Spolarna är uppdelade
i två delar, en fältspole, som inducerar
virvelströmmen i tuben, och en mätspole. När tuben
rör sig, erhålles en ändring av
virvelströmmens amplitud och fasläge om en felaktighet
uppträder. Denna kan utgöras av ett
mekaniskt fel eller en ändring av materialets
struktur, tubens diameter eller väggtjocklek. För
felindikering användes ett oscilloskop. I
princip jämförs spänningarna från två mätspolar
till amplitud och fas. Vid självjämförelse ligger
båda spolarna bredvid varandra på tuben som
provas. Vid likarjämförelse arbetar en spole
på tuben, som skall provas, och den andra på
en likare, som anses vara felfri, fig. 6. Det är
mycket svårt att skilja felindikeringar från
dimensions- och strukturvariationer.
Den kontroll, som slutgiltigt avgör om
värmeväxlartubernas kvalitet är acceptabel, utföres
som automatiserad ultraljudsprovning.
Tuberna läggs upp på skjutbara stöd och
spänns fast i ena ändan till en axel med
samma diameter som rörets ytterdiameter. Med
hjälp av denna axel roteras röret vid
provningen. Till rörets andra ände kopplas ett
änd-stycke, vilket också har samma ytterdiameter
som röret. Vid provningens början är
änd-stycket så placerat, att det går genom en 50
cm lång och 30 cm bred vattenfylld tank
försedd med hål i två motstående väggar, fig. 7.
Hålen är försedda med packningar.
Sedan ändstycke, rör och axel
sammankopplats kan den på räler gående tanken matas
utefter hela rörets längd. Avsökningen sker
alltså utefter en skruvlinje på röret.
I tanken finns fyra svängare inbyggda, fig. 4.
Det finns två svängare av den typ som visas
överst i fig. 4, en med medurs och en med
mot-urs infallande ljud. Felindikeringen sker med
hjälp av tre oscilloskop, som har försetts med
registrerförstärkare och skrivare.
Avsökningshastigheten och kontrollens omfattning är så
stor att visuell avläsning icke är möjlig.
Bedömningen baseras på de utslag som
registreras på skrivarens pappersremsa. Genom att
ändstycket och vridaxeln försetts med
artificiella fel fås på registreringsremsan från varje
rör även utslag från dessa kända fel. Detta
tjänar som kontroll på att själva provningen
utförs riktigt och med tillräcklig känslighet.
Fig. 7. Vattentank för automatiserad
ultraljudsprovning av rör.
488 TEKNISK TIDSKRIFT 1960 .H. 16
Fig. 6. Elektroinduktiv provning av rör till
värmeväxlare med likarjämförelse.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}