
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 28 - Nya metoder - Fosfatering med trikloretenlösning, av SHl - Förstärkning av aluminium gjuten med SAP, av SHl - Fenol av toluen, av SHl - Riktning av härdade stålverktyg, av SHl - Nybyggen - Rörledning för flytande svavel, av Wll

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
av anläggningens storlek, värmeförbrukningen och
processtiden; den sistnämnda lär minskas med 55 "/o.
Arbetsstyckena avfettas först på vanligt sätt i
tri-kloretenånga och spolas med flytande tri, om så
fordras. Därefter fosfateras de genom sprutning
eller doppning 1—3,5 min vid 85°C. Det erhållna
fosfatskiktet väger upp till 310 g/m2. När de lämnar
fosfateringszonen torkar de genast och kan
omedelbart målas genom sprutning eller doppning (Metal
Industry 29 jan. 1960 s. 85). SHl
Förstärkning av aluminiumgjuten med SAP
Delar av sintrat, oxidhaltigt aluminiumpulver (SAP)
har hög hållfasthet särskilt vid förhöjd temperatur.
SAP tillverkas emellertid genom strängpressning av
presskroppar av fint aluminiumpulver, en teknik
som uppenbarligen omöjliggör produktion av stora
delar med komplicerad form.
Ett sätt att utnyttja materialets goda mekaniska
egenskaper är dock ingjutning av cylindriska stavar
eller rör av det som förstärkningar i särskilt
utsatta delar av gjutstycken av vanliga
aluminiumlegeringar. Vid försök att tillämpa denna teknik
erhölls emellertid en mjuk och porös zon mellan
legeringen och SAP, varigenom ingen förstärkning av
gjutstycket uppnåddes.
Man har nu funnit att orsaken till denna svårighet
var närvaro av rester av det smörjmedel som man
använder vid aluminiumpulvrets målning bl.a. för
att hindra dämning och undvika risken för
dammexplosioner. Vid ingjutning av SAP-delar av pulver,
fritt från smörjmedel, har man nu tillverkat
gjutstycken med täta och fullt tillfredsställande
övergångszoner mellan SAP och den gjutna
aluminiumlegeringen.
Genom att upphetta SAP-delen till lämplig
temperatur före gjutningen kan man åstadkomma en viss
diffusion mellan materialen, varigenom en skarp
gränslinje mellan dem undviks och fogens
hållfasthet ökas (H Kesslek i Metal Industry 15 april 1960
s. 321—324). " SHl
Fenol av toluen
Ett amerikanskt företag ämnar tillverka fenol av
toluen i en ny anläggning för 16 400 t/år. Efter
noggrant övervägande lär man ha funnit att
toluen-metoden är mer ekonomisk än kumenprocessen
(Tekn. T. 1953 s. 180). Toluenen oxideras först till
bensoesyra som sedan i smälta överförs till fenol
genom behandling med ånga och luft. Som
katalysator används härvid koppar(II)jon med ett
magnesium- eller koboltsalt som promotor.
Reaktionstemperaturen är 220—250° C och utbytet blir ca
85 »fo.
Toluenmetodens största fördel framför
kumenprocessen är att ingen aceton erhålles som biprodukt.
Dennas avsättning kan ibland vålla besvär. Några
skeptiker lär dock anse att toluenmetoden är ett
dyrbart sätt att tillverka fenol (Chemical
Engineering 4 april 1960 s. 55). SHl
Riktning av härdade stålverktyg
Vid riktning av stålverktyg inför man vanligen
spänningar i ytskiktet genom slag, varigenom en elastisk
deformation erhålls. Om långa precisionsverktyg,
t.ex. brotschar, behandlas på detta sätt, kan de
krokna vid användningen eller under lagring.
Enligt en ny metod riktas eller formas härdat stål
genom påskyndande av austenitens övergång till
martensit i de delar av arbetsstycket där dragspän-
ningar förekommer, medan martensitbildningen
fördröjs där tryckspänningar finns. Om en stålstav
utsätts för en böjspänning under härdningen, bildas
martensit tidigare och i större mängd där
böjkraf-ten ger en dragspänning än där den ger en
tryckspänning. Man kan därför reglera
martensitbildningen så att inre spänningar, som orsakar
deformation av arbetsstycket, kompenseras, eftersom
martensitens täthet är mindre än austenitens.
Härvid behöver materialets elasticitetsgräns inte
överskridas.
Man kan sålunda rikta brotschar genom att
anbringa små böjkrafter på arbetsstycket vid
austenitens omvandlingstemperatur. Formändringens
storlek beror härvid mera på kraftens verkningstid än
på dess storlek. En stor kraft, verkande under kort
tid, ger alltså en mycket mindre formändring än
en liten kraft som får verka under lång tid.
Man kan därför rikta ett arbetsstycke utan risk
för att det skall spricka (E Zmihorskii i Metal
Treatment & Drop Forging april 1960 s. 166—167).
SHl
I
nybyggen
i
Rörledning lör flytande svavel
På en ö i Mexikanska Golfen ca 10 km utanför
Louisianas kust finns en svavelgruva, och ett
önskemål har varit att därifrån transportera svavlet i
smält tillstånd till fastlandet.
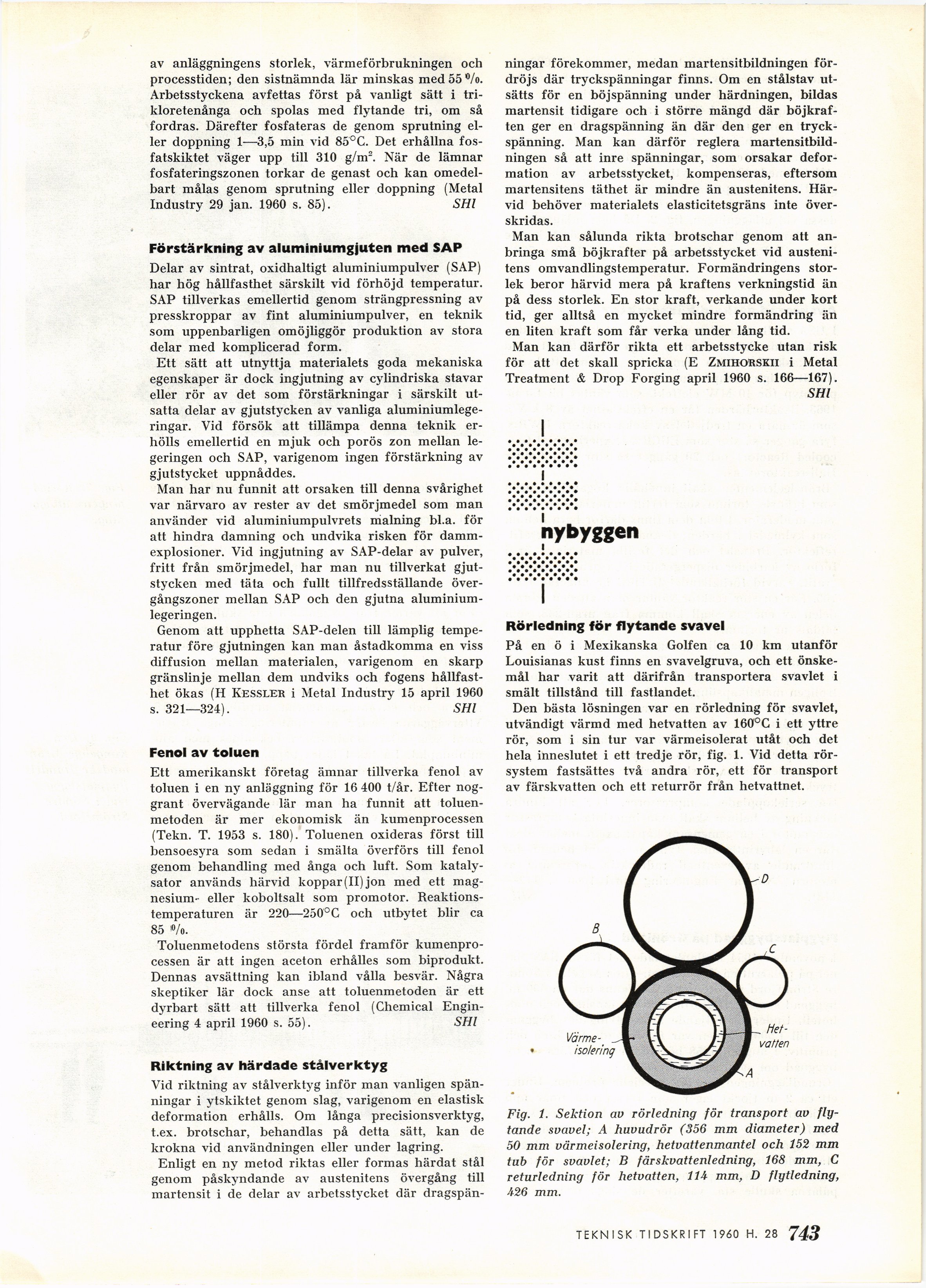
Den bästa lösningen var en rörledning för svavlet,
utvändigt värmd med hetvatten av 160°C i ett yttre
rör, som i sin tur var värmeisolerat utåt och det
hela inneslutet i ett tredje rör, fig. 1. Vid detta
rörsystem fastsättes två andra rör, ett för transport
av färskvatten och ett returrör från hetvattnet.
Fig. 1. Sektion av rörledning för transport av
flytande svavel; A huvudrör (356 mm diameter) med
50 mm värmeisolering, hetvattenmantel och 152 mm
tub för svavlet; B färskvattenledning, 168 mm, C
returledning för hetvatten, lli mm, D flytledning,
A26 mm.
fi^O TEKNISK TIDSKRIFT 1960 H. 25
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}