
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 38 - Nya metoder - Torkning av pulver i stötvirvelbädd, av SHl - Bullerbekämpning med skumplast, av Lu - Svetsning av kanonbrons, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
homi och en icke fullt jämn produkt. Det senare
är särskilt märkbart vid torkning av kristaller med
bibehållande av deras kristallvatten.
Ett nytt förfarande, vid vilket en stötvirvelbädd
utnyttjas, uppges emellertid sakna virvelbäddens
olägenheter och därför ge en jämnare produkt än
lorkkanimaren till lägre kostnad. Det har tillämpats
i tre år vid torkning av organiska, pulverformiga
ämnen i charger på upp till 1 t. Utgångsmaterialet
har kommit fuktigt vanligen från centrifuger och
har hållit upp till 25 "/o vatten eller lösningsmedel.
Kornstorleken har varit från 10 u (runda korn)
till 3 mm (kristaller!. Vissa produkter liar haft
stark benägenhet för hopklibbning.
Vid skonsam behandling blir avnötningen hälften
till en tredjedel så stor som vid siktning. Torktiden
blir en tredjedel till en sjättedel så lång som vid
användning av vakuumkammare och
värmeförbrukningen ned till hälften så stor.
1 en pulvermassa finns större eller mindre hålrum,
som är utgångspunkter för kanaler i en virvelbädd.
Användningen av stötvirvelbädden är grundad på
förhållandet att liålrummen kan slutas, om den
vilande bädden utsätts tör en stöt. Apparaturen består
därför av en svagt konisk behållare (fig. 1) med
en starkare konisk underdel, en värmeväxlare för
lorkluftens uppvärmning, en kompressor som ger
önskat lufttryck och automatiskt manövrerade
ventiler som reglerar stötarna.
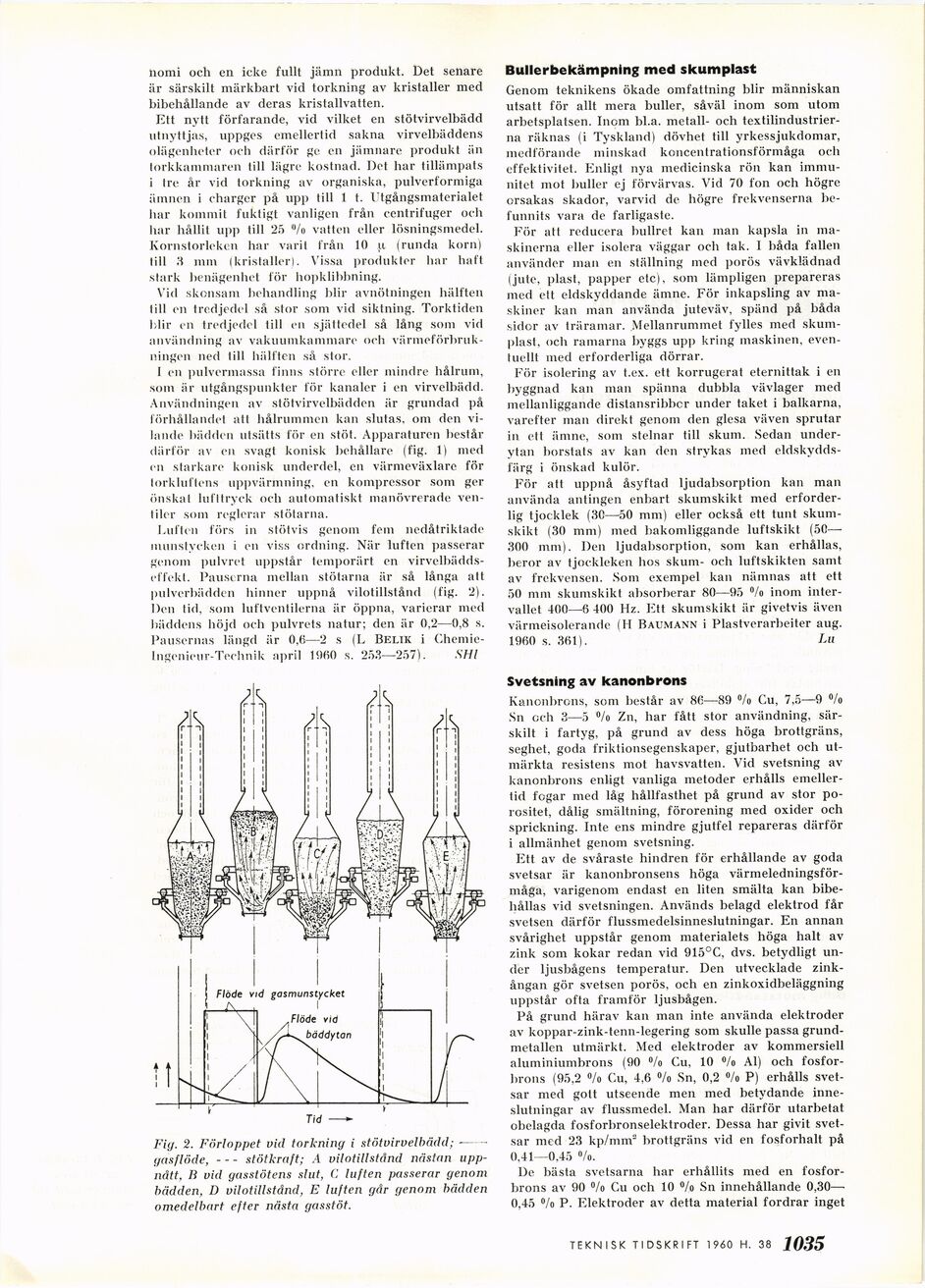
Luften förs in stötvis genom fem nedåtriktade
munstycken i en viss ordning. När luften passerar
genom pulvret uppstår temporärt en
virvelbädds-effekt. Pauserna mellan stötarna är så långa all
pulverbädden hinner uppnå vilotillstånd (fig. 2).
Den tid, som luftventilerna är öppna, varierar med
bäddens höjd och pulvrets natur; den är 0,2—0,8 s.
Pausernas längd är 0,6—2 s (L Belik i
Chemie-Ingcnicur-Technik april 1960 s. 253—257). Sill
Fig. 2. Förloppet vid torkning i stötvirvelbädd; ––-
gasflöde,–-stötkraft; A vilotillstånd nästan
uppnått, B vid gasstötens slut, C luften passerar genom
bädden, D vilotillstånd, E luften går genom bädden
omedelbart efter nästa gasstöt.
Bullerbekämpning med skumplast
Genom teknikens ökade omfattning blir människan
utsatt för allt mera buller, såväl inom som utom
arbetsplatsen. Inom bl.a. metall- och
textilindustrierna räknas (i Tyskland) dövhet till yrkessjukdomar,
medförande minskad koncentrationsförmåga och
effektivitet. Enligt nya medicinska rön kan
immunitet mot buller ej förvärvas. Vid 70 fon och högre
orsakas skador, varvid de högre frekvenserna
befunnits vara de farligaste.
För atl reducera bullret kan man kapsla in
maskinerna eller isolera väggar och tak. 1 båda fallen
använder nian en ställning med porös vävklädnad
(jute, plast, papper etc), som lämpligen prepareras
med ett eldskyddande ämne. För inkapsling av
maskiner kan man använda juteväv, spänd på båda
sidor av träramar. Mellanrummet fylles med
skumplast, och ramarna byggs upp kring maskinen,
eventuellt med erforderliga dörrar.
För isolering av t.ex. ett korrugerat eternittak i en
byggnad kan man spänna dubbla vävlager med
mellanliggande distansribbcr under taket i balkarna,
varefter man direkt genom den glesa väven sprutar
in ett ämne, som stelnar till skum. Sedan
under-ytan borstats av kan den strykas med
eldskydds-färg i önskad kulör.
För att uppnå åsyftad ljudabsorption kan man
använda antingen enbart skumskikt med
erforderlig tjocklek (30—50 mm) eller också ett tunt
skumskikt (30 mm) med bakomliggande luftskikt (50—
300 mm). Den ljudabsorption, som kan erhållas,
beror av tjockleken hos skum- och luftskikten samt
av frekvensen. Som exempel kan nämnas att ett
50 mm skumskikt absorberar 80—95 %> inom
intervallet 400—6 400 llz. Ett skumskikt är givetvis även
värmeisolerande (H Baumann i Plastverarbeiter aug.
1960 s. 361). Lu
Svetsning av kanonbrons
Kanonbrons, som består av 86—89 °/o Cu, 7,5—9 °/o
Sn och 3—5 %> Zn, har fått stor användning,
särskilt i fartyg, på grund av dess höga brottgräns,
seghet, goda friktionsegenskaper, gjutbarhet och
utmärkta resistens mot havsvatten. Vid svetsning av
kanonbrons enligt vanliga metoder erhålls
emellertid fogar med låg hållfasthet på grund av stor
porositet, dålig smältning, förorening med oxider och
sprickning. Inte ens mindre gjutfel repareras därför
i allmänhet genom svetsning.
Ett av de svåraste hindren för erhållande av goda
svetsar är kanonbronsens höga
värmeledningsförmåga, varigenom endast en liten smälta kan
bibehållas vid svetsningen. Används belagd elektrod får
svetsen därför flussmedelsinneslutningar. En annan
svårighet uppstår genom materialets höga halt av
zink som kokar redan vid 915°C, dvs. betydligt
under ljusbågens temperatur. Den utvecklade
zinkångan gör svetsen porös, och en zinkoxidbeläggning
uppstår ofta framför ljusbågen.
På grund härav kan man inte använda elektroder
av koppar-zink-tenn-legering som skulle passa
grund-metallcn utmärkt. Med elektroder av kommersiell
aluminiumbrons (90 %> Cu, 10 °/o Al) och
fosforbrons (95,2 %> Cu, 4,6 °/o Sn, 0,2 °/o P) erhålls
svetsar med gott utseende men med betydande
inne-slutningar av flussmedel. Man har därför utarbetat
obelagda fosforbronselektroder. Dessa har givit
svetsar med 23 kp/mm2 brottgräns vid en fosforhalt på
0,41—0.45 °/o.
De bästa svetsarna har erhållits med en
fosforbrons av 90 %> Cu och 10 °/o Sn innehållande 0,30—
0,45 °/o P. Elektroder av detta material fordrar inget
TEKNISK TIDSKRIFT 1 960 H. 38 1035
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}