
Full resolution (JPEG) - On this page / på denna sida - IV. Fyndigheters tillgodogörande - Stenindustrien, av H. Carlborg - Stenindustriella arbetsförfaranden
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
486
FYNDIGHETERS TILLGODOGÖRANDE.
som är avsedd för hårda bergarter, under det att för lösa, t. ex. marmor, användas sådana
med betydligt större skivor. Skivan består av gjut järnsringar, som kunna
sammansättas för att bilda större eller mindre slipyta. Stenen eller stenarna, som skola slipas,
hopgipsas och förses med slipbord, ungefär som ovan beskrivits, varefter slipskivan
pålägges. Sliparen fattar vid igångsättningen ett handtag och för med detta skivan
fram och åter över stenen för att undvika att slipränder uppstå, vilket skulle inträffa,
om den alltid finge arbeta på samma ställe. För den första grovslipningen användes
som slipmedel utom vatten, sand, smärgel eller stålsand, alltefter stenens hårdhet.
Fin-poleringen sker med en särskild skiva med filtbeläggning och med polermedel som lämpas
efter stenens beskaffenhet. För hårt material användes som nämnt järnoxid, för marmor
kan t. ex. användas kromoxid, som emellertid har grön färg och därför ej alltid är
lämplig, eller tennoxid, som är vit. Ibland tillblandas oxalsyra, som med mindre arbete giver
tillfredsställande polityr, ehuru densamma ej är av bästa slag. Alla marmorsorter antaga ej
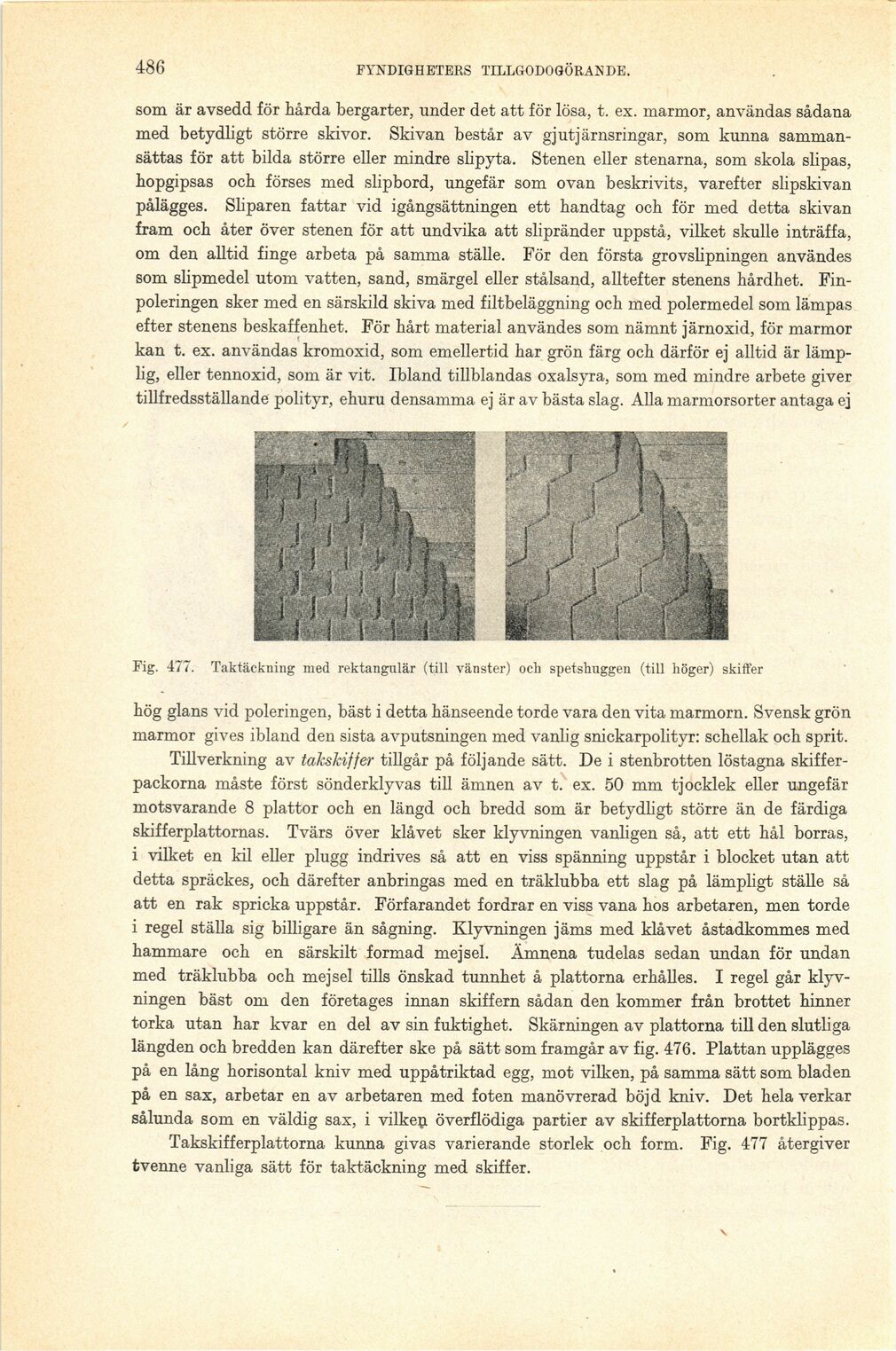
Fig. 477. Taktäckning med rektangulär (till vänster) och spetshuggen (till höger) skiffer
hög glans vid poleringen, bäst i detta hänseende torde vara den vita marmorn. Svensk grön
marmor gives ibland den sista avputsningen med vanlig snickarpolityr: schellak och sprit.
Tillverkning av takskiffer tillgår på följande sätt. De i stenbrotten löstagna
skiffer-packorna måste först sönderklyvas till ämnen av t. ex. 50 mm tjocklek eller ungefär
motsvarande 8 plattor och en längd och bredd som är betydligt större än de färdiga
skifferplattornas. Tvärs över klåvet sker klyvningen vanligen så, att ett hål borras,
i vilket en kil eller plugg indrives så att en viss spänning uppstår i blocket utan att
detta spräckes, och därefter anbringas med en träklubba ett slag på lämpligt ställe så
att en rak spricka uppstår. Förfarandet fordrar en viss vana hos arbetaren, men torde
i regel ställa sig billigare än sågning. Klyvningen järns med klåvet åstadkommes med
hammare och en särskilt formad mejsel. Ämnena tudelas sedan undan för undan
med träklubba och mejsel tills önskad tunnhet å plattorna erhålles. I regel går
klyvningen bäst om den företages innan skiffern sådan den kommer från brottet hinner
torka utan har kvar en del av sin fuktighet. Skärningen av plattorna till den slutliga
längden och bredden kan därefter ske på sätt som framgår av fig. 476. Plattan upplägges
på en lång horisontal kniv med uppåtriktad egg, mot vilken, på samma sätt som bladen
på en sax, arbetar en av arbetaren med foten manövrerad böjd kniv. Det hela verkar
sålunda som en väldig sax, i vilkep överflödiga partier av skifferplattorna bortklippas.
Takskifferplattorna kunna givas varierande storlek och form. Fig. 477 återgiver
tvenne vanliga sätt för taktäckning med skiffer.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}