
Full resolution (JPEG) - On this page / på denna sida - V. Järnet, dess framställning och första behandling, av G. Ödqvist - Framställning av tackjärn - Koksmasugnar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
FRAMSTÄLLNING AV TACKJÄRN. KOKSMASUGNAR.
579
av blästerns kylande inverkan en beläggning samt en strutformig förlängning på forman,
s. k. jormnas. Så snart varmbläster började användas, steg temperaturen i stället liksom
även avkylningen av forman minskades, vilket hade till följd, att någon skyddande
formnas ej bildades, utan forman blev utsatt för
slaggens frätande inverkan.
Steg blästerns temperatur icke över 200°, kunde
de gamla formorna, om ock med nöd, användas, men
var temperaturen högre, vilket vanligen var fallet,
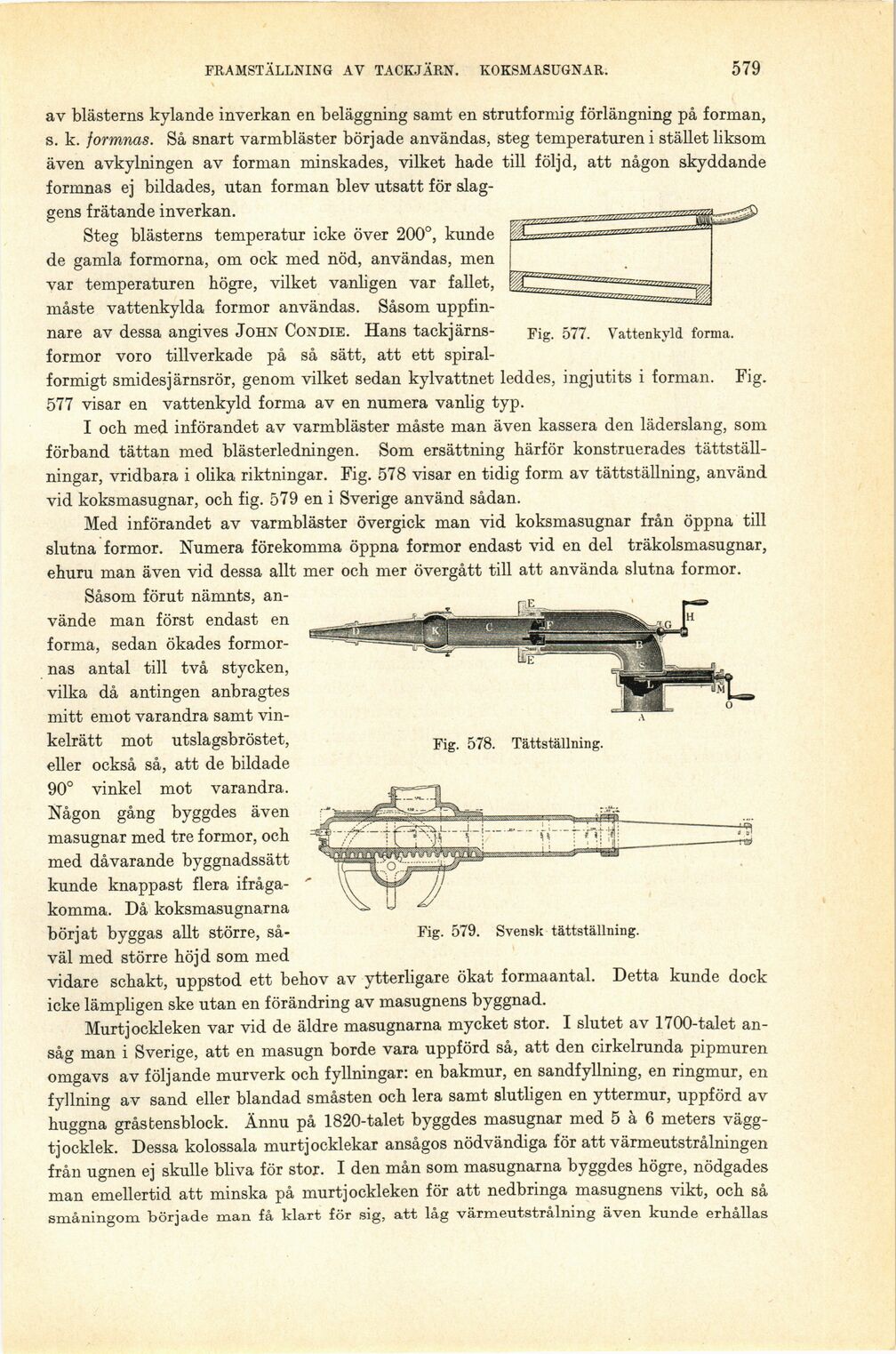
måste vattenkylda for mor användas. Såsom
uppfinnare av dessa angives John Condie. Hans
tackjärns-formor voro tillverkade på så sätt, att ett spiral-
formigt smidesjärnsrör, genom vilket sedan kylvattnet leddes, ingjutits i forman. Fig.
577 visar en vattenkyld forma av en numera vanlig typ.
I och med införandet av varmbläster måste man även kassera den läderslang, som
förband tättan med blästerledningen. Som ersättning härför konstruerades
tättställ-ningar, vridbara i olika riktningar. Fig. 578 visar en tidig form av tättställning, använd
vid koksmasugnar, och fig. 579 en i Sverige använd sådan.
Med införandet av varmbläster övergick man vid koksmasugnar från öppna till
slutna formor. Numera förekomma öppna formor endast vid en del träkolsmasugnar,
ehuru man även vid dessa allt mer och mer övergått till att använda slutna formor.
Såsom förut nämnts,
använde man först endast en
forma, sedan ökades
formor-nas antal till två stycken,
vilka då antingen anbragtes
mitt emot varandra samt
vinkelrätt mot utslagsbröstet,
eller också så, att de bildade
90° vinkel mot varandra.
Någon gång byggdes även
masugnar med tre formor, och
med dåvarande byggnadssätt
kunde knappast flera
ifråga-komma. Då koksmasugnarna
börjat byggas allt större,
såväl med större höjd som med
vidare schakt, uppstod ett behov av ytterligare ökat formaantal. Detta kunde dock
icke lämpligen ske utan en förändring av masugnens byggnad.
Murtjockleken var vid de äldre masugnarna mycket stor. I slutet av 1700-talet
ansåg man i Sverige, att en masugn borde vara uppförd så, att den cirkelrunda pipmuren
omgavs av följande murverk och fyllningar: en bakmur, en sandfyllning, en ringmur, en
fyllning av sand eller blandad småsten och lera samt slutligen en yttermur, uppförd av
huggna gråstensblock. Ännu på 1820-talet byggdes masugnar med 5 å 6 meters
väggtjocklek. Dessa kolossala murtjocklekar ansågos nödvändiga för att värmeutstrålningen
från ugnen ej skulle bliva för stor. I den mån som masugnarna byggdes högre, nödgades
man emellertid att minska på murtjockleken för att nedbringa masugnens vikt, och så
småningom började man få klart för sig, att låg värmeutstrålning även kunde erhållas
Fig. 578. Tättställning.
Fig. 579. Svensk tättställning.
Fig. 577. Vattenkyld forma.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}