
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Gjutning - Kontinuerlig drift vid gjuterier
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
32
METALLERNAS BEARBETNING.
formaren så mycket som möjligt. Transport av sand till och från arbetsplatsen kan
anordnas kontinuerligt och en lämplig arbetsfördelning genomföras. De såväl i Amerika
som Tyskland (exempelvis Julius Pintsch, Berlin-Fürstenwalde) inrättade gjuterierna
för kontinuerlig drift äro vanligen så anordnade, att all sandberedning göres på ett ställe,
att sanden på stålband transporteras till formplatsen; att över varje formmaskin finnes
en alltid fylld sandbehållare samt under maskinen en låda, rymmande den för en flaska
behövliga sanden. Formarna arbeta i lag på 2 man, den ene formar över-, den andre
underflaskan. Emellan formmaskinerna, som äro ordnade i rader utefter väggarna,
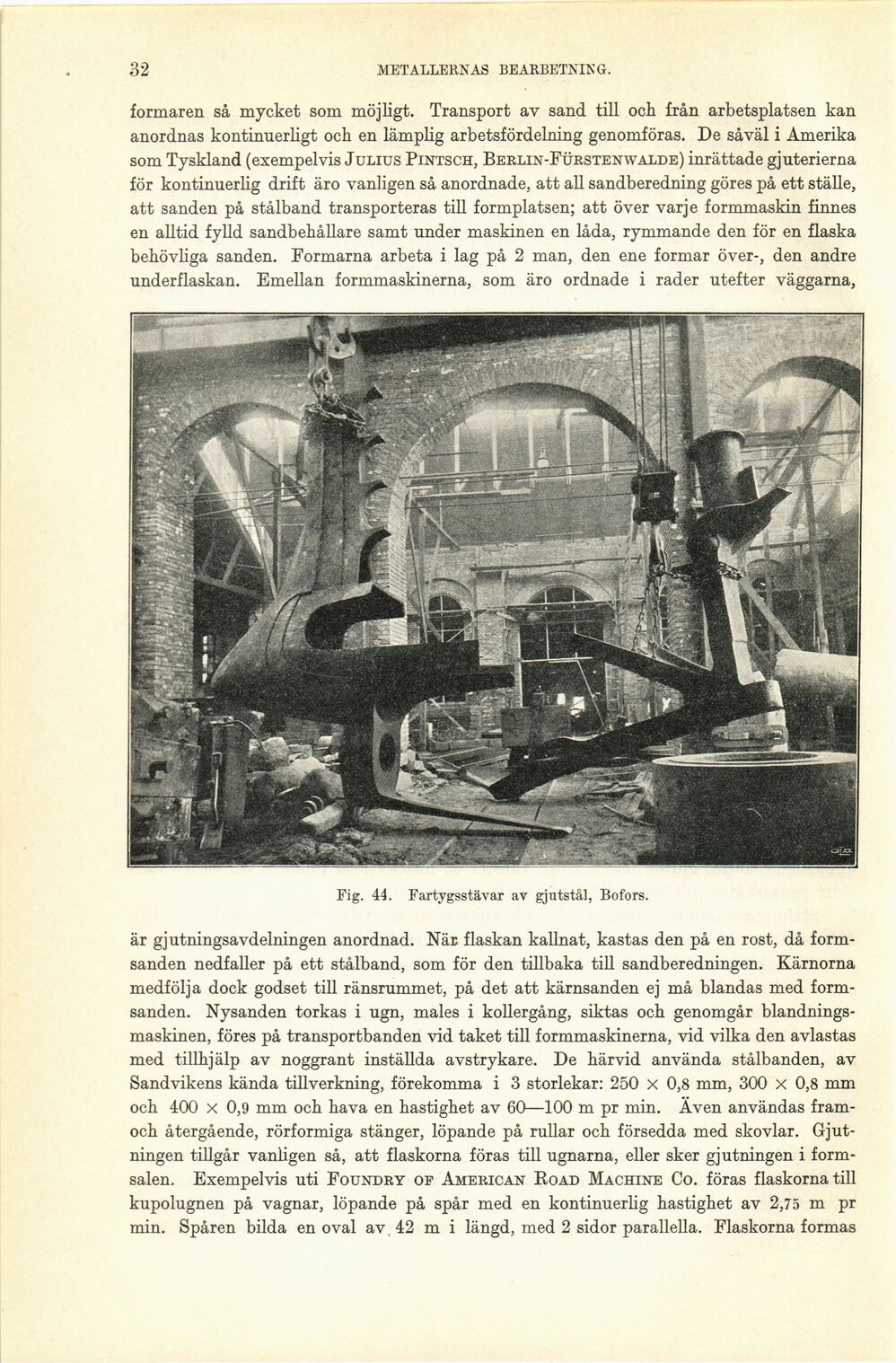
Fig. 44. Fartygsstävar av gjutstål, Bofors.
är gjutningsavdelningen anordnad. När flaskan kallnat, kastas den på en rost, då
formsanden nedfaller på ett stålband, som för den tillbaka till sandberedningen. Kärnorna
medfölja dock godset till ränsrummet, på det att kärnsanden ej må blandas med
formsanden. Nysanden torkas i ugn, males i kollergång, siktas och genomgår
blandnings-maskinen, föres på transportbanden vid taket till formmaskinerna, vid vilka den avlastas
med tillhjälp av noggrant inställda avstrykare. De härvid använda stålbanden, av
Sandvikens kända tillverkning, förekomma i 3 storlekar: 250 X 0,8 mm, 300 X 0,8 mm
och 400 x 0,9 mm och hava en hastighet av 60—100 m pr min. Även användas
fram-och återgående, rörformiga stänger, löpande på rullar och försedda med skövlar.
Gjut-ningen tillgår vanligen så, att flaskorna föras till ugnarna, eller sker gjutningen i
formsalen. Exempelvis uti Foundry of American Road Machine Co. föras flaskorna till
kupolugnen på vagnar, löpande på spår med en kontinuerlig hastighet av 2,75 m pr
min. Spåren bilda en oval av, 42 m i längd, med 2 sidor parallella. Flaskorna formas
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}