
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Metallernas förberedande mekaniska bearbetning, av G. Ödqvist - Tillverkning av plåt
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
126
METALLERNAS BEARBETNING.
sakligen tvenne kommit till användning, nämligen s. k. varmgalvanisering och
elektro-lytisk galvanisering.
Varmgalvanisering av plåt sker enligt flera olika metoder och dels
för hand, dels medelst maskinella anordningar. Galvanisering medelst maskinella
anordningar har den fördelen framför handgalvanisering, att man därvid kan göra en
avsevärd besparing på zink, varjämte handgalvanisering ju ej lämpar sig, då det är fråga
om masstillverkning. Förfaringssättet vid varmgalvanisering kännetecknas
huvudsakligen därav, att plåten först göres fullt ren och fri från oxider, fettfläckar m. m., varefter
den neddoppas i ett bad, bestående av smält zink. De olika sätt, varpå zinkpannorna
äro konstruerade, är det, som huvudsakligen karakteriserar de olika metoderna, emedan
arbetet vid galvaniseringen härigenom kan bliva helt olika. Att närmare ingå på de
olika förekommande konstruktionsanordningarna skulle föra för långt, varför här endast
skall redogöras för en av de mest tillämpade metoderna för maskinell varmgalvanisering,
och därav torde de allmänna principerna för denna teknik framgå.
Sedan den för galvaniseringen avsedda plåten, vanligen mjuk järnplåt, utglödgats,
vilket oftast sker direkt i flamugn eller för speciella ändamål med användande av
glödg-ningskistor på sätt, som
beskrivits vid behandlingen av
bleckplåttillverkningen, låter
man den stundom genomgå
ett riktverk, varefter den
betas, och detta sker vanligtvis
i utspädd svavelsyra eller
också i saltsyra. Efter betningen
följer avskölj ning i rent
vatten, eller neddoppas plåtarna
i en svag sodalösning, varefter
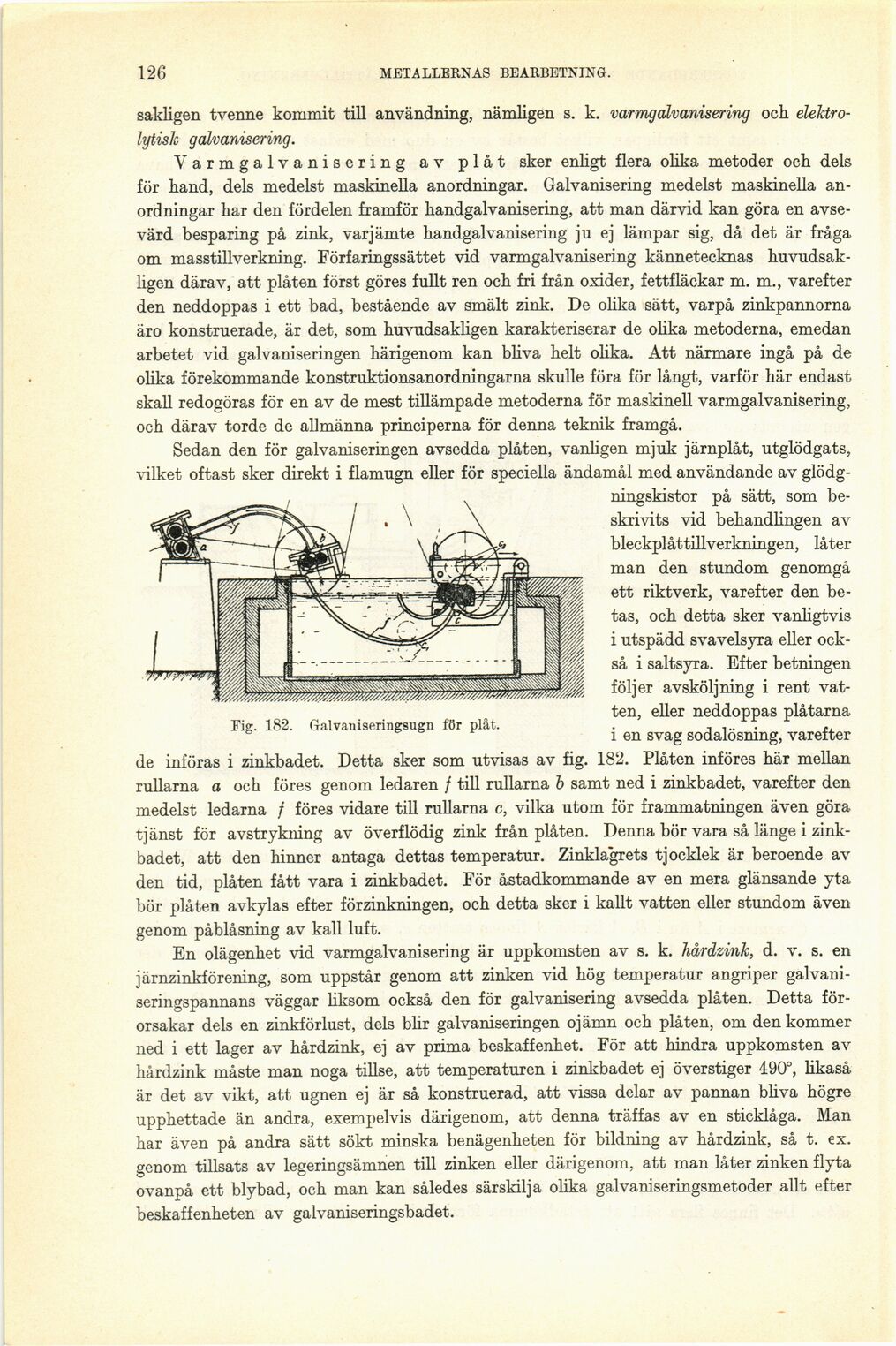
de införas i zinkbadet. Detta sker som utvisas av fig. 182. Plåten införes här mellan
rullarna a och föres genom ledaren / till rullarna b samt ned i zinkbadet, varefter den
medelst ledarna / föres vidare till rullarna c, vilka utom för frammatningen även göra
tjänst för avstrykning av överflödig zink från plåten. Denna bör vara så länge i
zinkbadet, att den hinner antaga dettas temperatur. Zinklagrets tjocklek är beroende av
den tid, plåten fått vara i zinkbadet. För åstadkommande av en mera glänsande yta
bör plåten avkylas efter förzinkningen, och detta sker i kallt vatten eller stundom även
genom påblåsning av kall luft.
En olägenhet vid varmgalvanisering är uppkomsten av s. k. hårdzink, d. v. s. en
järn zinkförening, som uppstår genom att zinken vid hög temperatur angriper
galvani-seringspannans väggar liksom också den för galvanisering avsedda plåten. Detta
förorsakar dels en zinkförlust, dels blir galvaniseringen ojämn och plåten, om den kommer
ned i ett lager av hårdzink, ej av prima beskaffenhet. För att hindra uppkomsten av
hårdzink måste man noga tillse, att temperaturen i zinkbadet ej överstiger 490°, likaså
är det av vikt, att ugnen ej är så konstruerad, att vissa delar av pannan bliva högre
upphettade än andra, exempelvis därigenom, att denna träffas av en sticklåga. Man
har även på andra sätt sökt minska benägenheten för bildning av hårdzink, så t. ex.
genom tillsats av legeringsämnen till zinken eller därigenom, att man låter zinken flyta
ovanpå ett blybad, och man kan således särskilja olika galvaniseringsmetoder allt efter
beskaffenheten av galvaniseringsbadet.
Fig. 182. Galvaniseringsugn för plåt.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}