
Full resolution (JPEG) - On this page / på denna sida - XVIII. Slipmassefabrikationen. Av Erik Öman - Slipningens tekniska frågor - Olika slipapparater

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
866
SLIPMASSEFABRIKATIONEN.
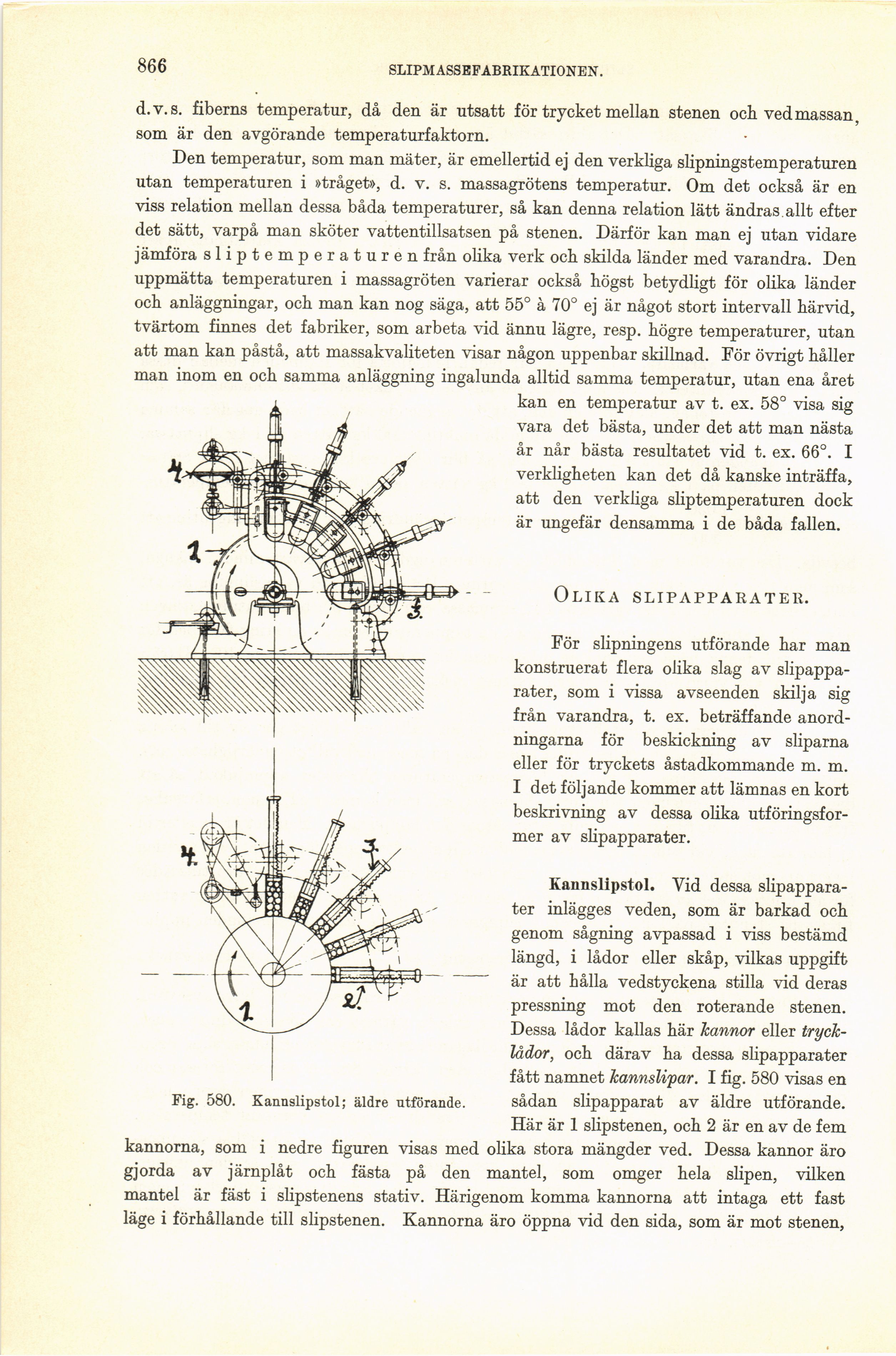
Fig. 580. Kannslipstol; äldre utförande.
d.v. s. fiberns temperatur, då den är utsatt för trycket mellan stenen och vedmassan,
som är den avgörande temperaturfaktorn.
Den temperatur, som man mäter, är emellertid ej den verkliga slipningstemperaturen
utan temperaturen i »tråget», d. v. s. massagrötens temperatur. Om det också är en
viss relation mellan dessa båda temperaturer, så kan denna relation lätt ändras, allt efter
det sätt, varpå man sköter vattentillsatsen på stenen. Därför kan man ej utan vidare
jämföra sliptemperaturen från olika verk och skilda länder med varandra. Den
uppmätta temperaturen i massagröten varierar också högst betydligt för olika länder
och anläggningar, och man kan nog säga, att 55° å 70° ej är något stort intervall härvid,
tvärtom finnes det fabriker, som arbeta vid ännu lägre, resp, högre temperaturer, utan
att man kan påstå, att massakvaliteten visar någon uppenbar skillnad. För övrigt håller
man inom en och samma anläggning ingalunda alltid samma temperatur, utan ena året
kan en temperatur av t. ex. 58° visa sig
vara det bästa, under det att man nästa
år når bästa resultatet vid t. ex. 66°. I
verkligheten kan det då kanske inträffa,
att den verkliga sliptemperaturen dock
är ungefär densamma i de båda fallen.
Olika slipapparater.
För slipningens utförande har man
konstruerat flera olika slag av
slipapparater, som i vissa avseenden skilja sig
från varandra, t. ex. beträffande
anordningarna för beskickning av sliparna
eller för tryckets åstadkommande m. m.
I det följande kommer att lämnas en kort
beskrivning av dessa olika
utföringsfor-mer av slipapparater.
Kannslipstol. Vid dessa
slipapparater inlägges veden, som är barkad och
genom sågning avpassad i viss bestämd
längd, i lådor eller skåp, vilkas uppgift
är att hålla vedstyckena stilla vid deras
pressning mot den roterande stenen.
Dessa lådor kallas här kannor eller
trycklådor, och därav ha dessa slipapparater
fått namnet kannslipar. I fig. 580 visas en
sådan slipapparat av äldre utförande.
Här är 1 slipstenen, och 2 är en av de fem
kannorna, som i nedre figuren visas med olika stora mängder ved. Dessa kannor äro
gjorda av järnplåt och fästa på den mantel, som omger hela slipen, vilken
mantel är fäst i slipstenens stativ. Härigenom komma kannorna att intaga ett fast
läge i förhållande till slipstenen. Kannorna äro öppna vid den sida, som är mot stenen,
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}