
Full resolution (JPEG) - On this page / på denna sida - V. Träets mekaniska bearbetning, av Gunno Kinnman - Sågmaskiner - Maskinhyvlar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
MASKINHYVLAR.
329
Klingans spänning skall vara tillräcklig, så att den icke slirar på hjulen, men när
maskinen ej är i arbete bör spänningen minskas, annars kvarsitter buktningen vid
skivorna och frestar på bladet vid igångsättning. Nya blad måste i början matas försiktigt
med sakta stegring under någon timme.
Av vikt är att klinga och hjul äro rena från sågspån, kåda o. d. Styrningen medför
lätt den olägenheten att viss del, vanligen bakkanten, uppvärmes starkare än övriga
delar; detta orsakar lätt en sprickbildning och förstör klingan. Roterande styrrullar
(fig. 351) äro därför bättre än klotsar av trä eller metall.
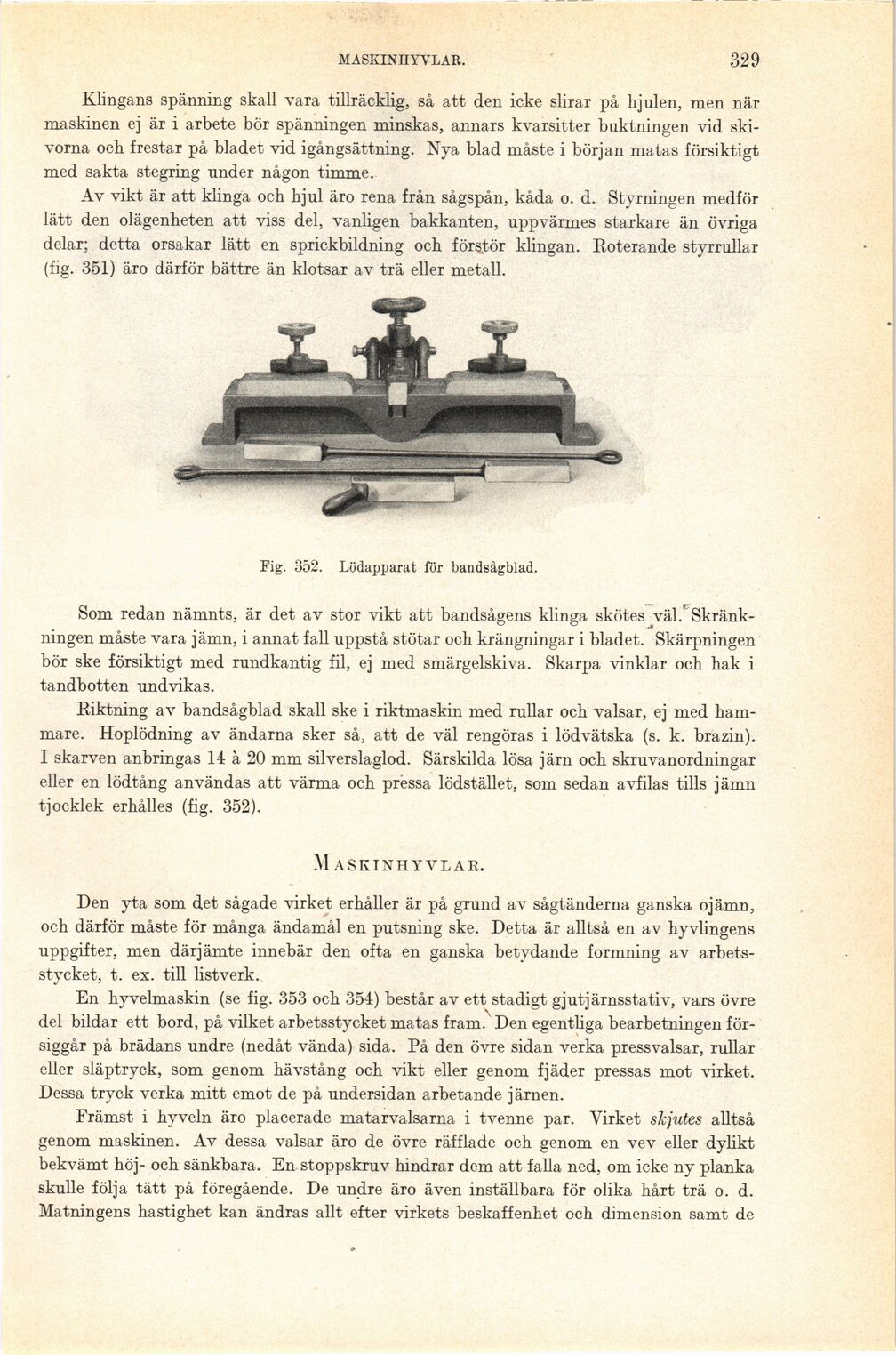
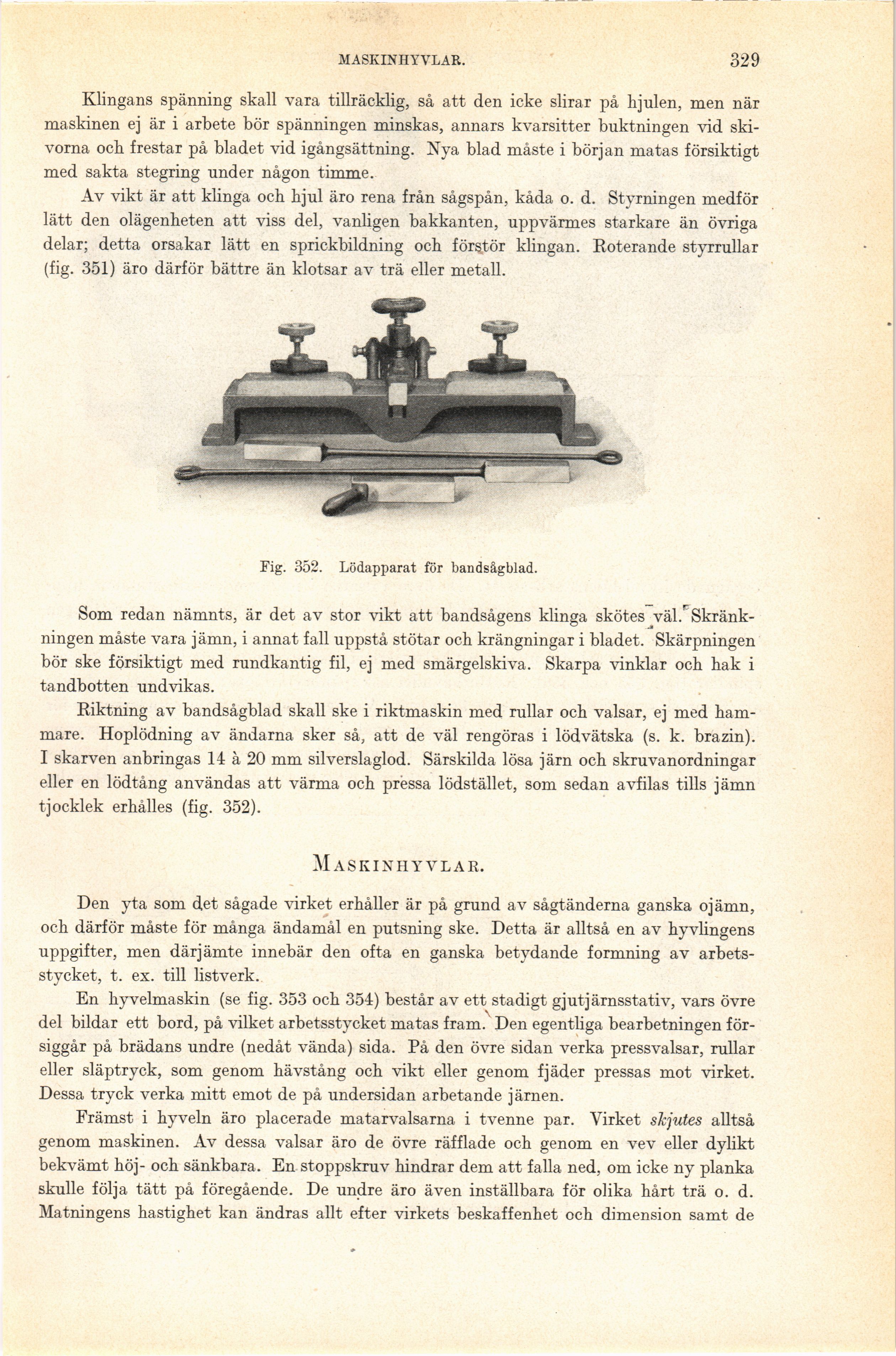
Fig. 352. Lödapparat för bandsågblad.
Som redan nämnts, är det av stor vikt att bandsågens klinga skötes väl.
Skränkningen måste vara jämn, i annat fall uppstå stötar och krängningar i bladet. Skärpningen
bör ske försiktigt med rundkantig fil, ej med smärgelskiva. Skarpa vinklar och hak i
tandbotten undvikas.
Riktning av bandsågblad skall ske i riktmaskin med rullar och valsar, ej med
hammare. Hoplödning av ändarna sker så, att de väl rengöras i lödvätska (s. k. brazin).
I skarven anbringas 14 å 20 mm silverslaglod. Särskilda lösa järn och skruvanordningar
eller en lödtång användas att värma och pressa lödstället, som sedan avfilas tills jämn
tjocklek erhålles (fig. 352).
Maskinhyvlar.
Den yta som det sågade virket erhåller är på grund av sågtänderna ganska ojämn,
och därför måste för många ändamål en putsning ske. Detta är alltså en av hyvlingens
uppgifter, men därjämte innebär den ofta en ganska betydande formning av
arbets-stycket, t. ex. till listverk.
En hyvelmaskin (se fig. 353 och 354) består av ett stadigt gjutjärnsstativ, vars övre
del bildar ett bord, på vilket arbetsstycket matas fram. Den egentliga bearbetningen
försiggår på brädans undre (nedåt vända) sida. På den övre sidan verka pressvalsar, rullar
eller släptryck, som genom hävstång och vikt eller genom fjäder pressas mot virket.
Dessa tryck verka mitt emot de på undersidan arbetande järnen.
Främst i hyveln äro placerade matarvalsarna i tvenne par. Virket skjutes alltså
genom maskinen. Av dessa valsar äro de övre räfflade och genom en vev eller dylikt
bekvämt höj- och sänkbara. En stoppskruv hindrar dem att falla ned, om icke ny planka
skulle följa tätt på föregående. De undre äro även inställbara för olika hårt trä o. d.
Matningens hastighet kan ändras allt efter virkets beskaffenhet och dimension samt de
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}