
Full resolution (TIFF) - On this page / på denna sida - Smidningen af bordknifvar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
mittran fått sin behöriga form, upphettas knifänmet å
nyo, hvarefter mästaren ensam lägger sista handen vid
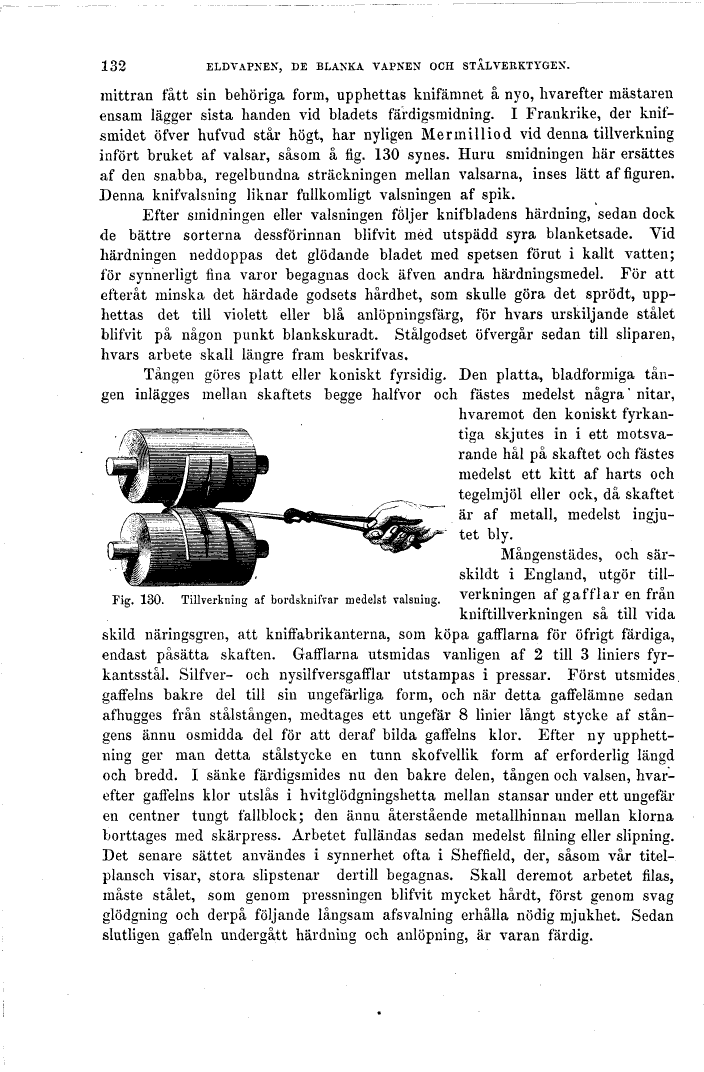
bladets färdigsmidning. I Frankrike, der knif-smidet
öfver hufvud står högt, har nyligen Mermilliod vid
denna tillverkning infört bruket af valsar, såsom å
fig. 130 synes. Huru Smidningen här ersattes af den
snabba, regelbundna sträckningen mellan valsarna,
inses lätt af figuren. Denna knifvalsning liknar
fullkomligt Valsningen af spik.
Efter Smidningen eller Valsningen följer knifbladens
härdning, sedan dock de bättre sorterna dessförinnan
blifvit med utspädd syra blanketsade. Vid härdningen
neddoppas det glödande bladet med spetsen förut i
kallt vatten; för synnerligt fina varor begagnas dock
äfven andra härdningsmedel. För att efteråt minska det
härdade godsets hårdhet, som skulle göra det sprödt,
upphettas det till violett eller blå anlöpningsfärg,
för hvars urskiljande stålet blifvit på någon punkt
blankskuradt. Stålgodset öfvergår sedan till sliparen,
hvars arbete skall längre fram beskrifvas.
Tången göres platt eller koniskt fyrsidig. Den platta,
bladformiga tången inlägges mellan skaftets begge
halfvor och fästes medelst några’ nitar,
hvaremot den koniskt fyrkantiga skjutes in i ett
motsvarande hål på skaftet och fästes medelst ett
kitt af harts och tegelmjöl eller ock, då skaftet är
af metall, medelst ingjutet bly.
Mångenstädes, och särskildt i England, utgör
till-Fig. 130. Tillverkning af bordsknivar medelst
valsning. verkningen af gafflar en från
kniftillverkningen så till vida
skild näringsgren, att kniffabrikanterna, som
köpa gafflarna för öfrigt färdiga, endast påsätta
skaften. Gafflarna utsmidas vanligen af 2 till 3
liniers fyrkantsstål. Silfver- och nysilfversgafflar
utstampas i pressar. Först utsmides, gaffelns
bakre del till sin ungefärliga form, och när
detta gaffelämne sedan afhugges från stålstången,
medtages ett ungefär 8 linier långt stycke af
stångens ännu osmidda del för att deraf bilda
gaffelns klor. Efter ny upphettning ger man detta
stålstycke en tunn skofvellik form af erforderlig
längd och bredd. I sänke färdigsmides nu den bakre
delen, tången och valsen, hvarefter gaffelns klor
utslås i hvitglödgningshetta mellan stansar under
ett ungefär en centner tungt fallblock; den ännu
återstående metallhinnan mellan klorna borttages med
skärpress. Arbetet fulländas sedan medelst filning
eller Slipning. Det senare sättet användes i synnerhet
ofta i Sheffield, der, såsom vår titelplansch visar,
stora slipstenar dertill begagnas. Skall deremot
arbetet filas, måste stålet, som genom pressningen
blifvit mycket hårdt, först genom svag glödgning
och derpå följande långsam afsvalning erhålla nödig
mjukhet. Sedan slutligen gaffeln undergått härdning
och anlöpning, är varan färdig.
<< prev. page << föreg. sida << >> nästa sida >> next page >>