
Full resolution (JPEG) - On this page / på denna sida - Enkla maskinelement - Axlar, lager, kopplingar, remmar m. m., av Olof Lodén - 223. Stållinor

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
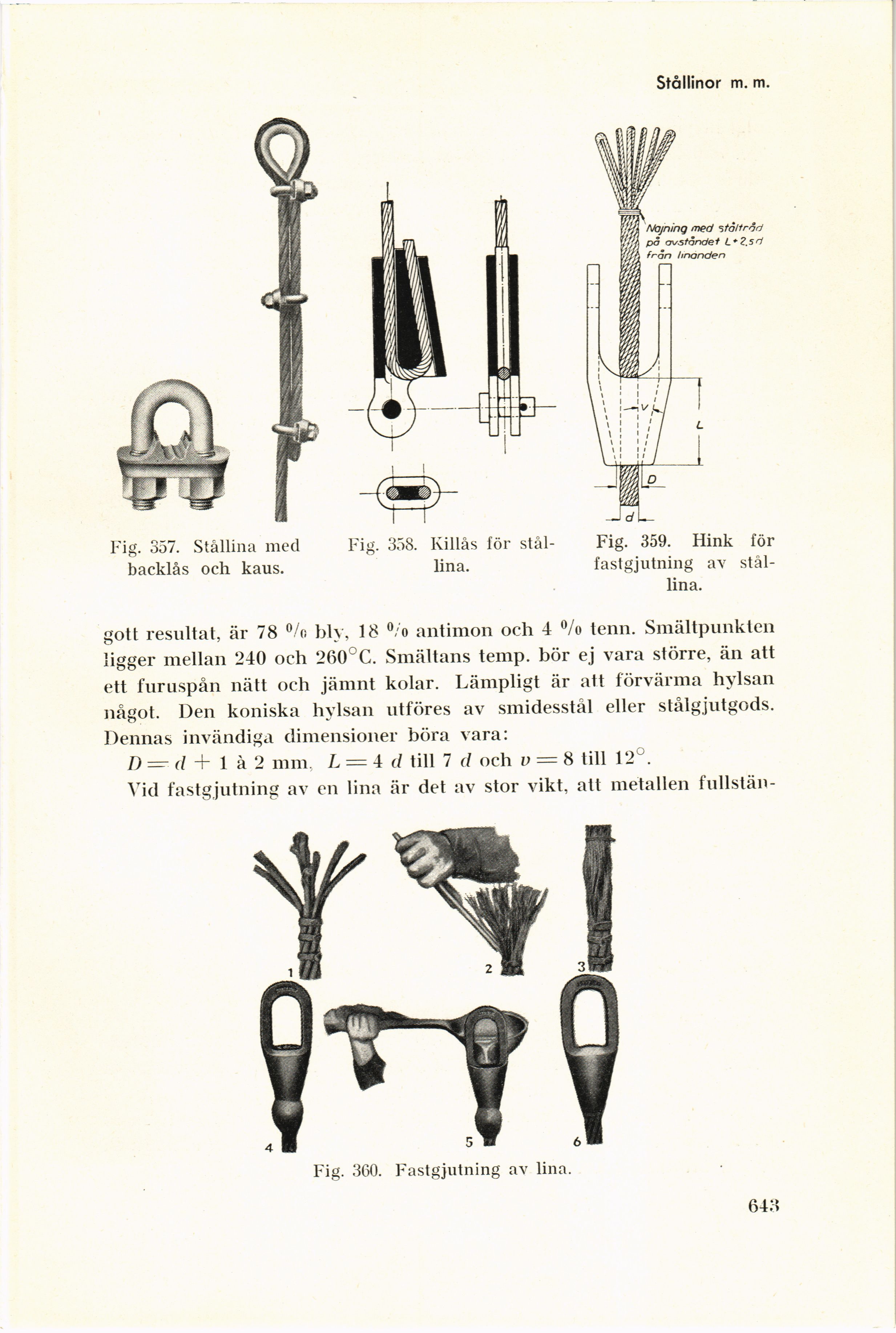
Stållinor m. m.
Fig. 357. Stållina med
backlås och kaus.
Fig. 358. Killås för
stållina.
Fig. 359. Hink för
fastgjutning av
stållina.
gott resultat, är 78 % bly, 18 °/o antimon och 4 % tenn. Smältpunkten
ligger mellan 240 och 260 C. Smältans temp. bör ej vara större, än att
ett furuspån nätt och jämnt kolar. Lämpligt är att förvärma hylsan
något. Den koniska hylsan utföres av smidesstål eller stålgjutgods.
Dennas invändiga dimensioner böra vara:
I) — d + 1 å 2 mm, L = 4 d till 7 d och v = 8 till 12°.
Vid fastgjutning av en lina är det av stor vikt, att metallen
fullstän
Fig. 360. Fastgjutning av lina.
643
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}