
Full resolution (JPEG) - On this page / på denna sida - H. 45. 9 november 1946 - Gassvetslödning av plåt och delar av aluminium, av R Gunnert
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
16 november 1946
1135
Gassvetslödning av plåt
och delar av aluminium
Var ocli en som sysslat med aluminiumsvetsning känner
väl till svårigheten att undvika nedsmältning av tunna
kanter ocli hörn, som befinner sig nära svetsen. Även vid
stor försiktighet kommer man lätt åt dem med lågan och
skadar dem till förfång för arbetsstyckets funktion eller
utseende. Man undviker helst att utföra
aluminiumkon-struktionerna så, att överlappsvetsning blir nödvändig, dels
på grund av att utseendet av en sådan svets blir mindre
tilltalande, dels genom alt flussmedlet ej lätt låter sig
avlägsna utan blir kvar, medförande korrosion.
Dessa svårigheter undvikes, om man löder i stället för
svetsar. Vid lödning använder man nämligen en med kisel
så legerad lödtråd, att dennas smältpunkt ligger lägre än
grundmaterialets, varigenom lodet rinner in i fogen och
driver ut flusset ur fickor och hörn. Grundmaterialet
värmes inte upp till smälttemperatur, och därför är risken
att skada omgivande partier på arbetsstycket väsentligt
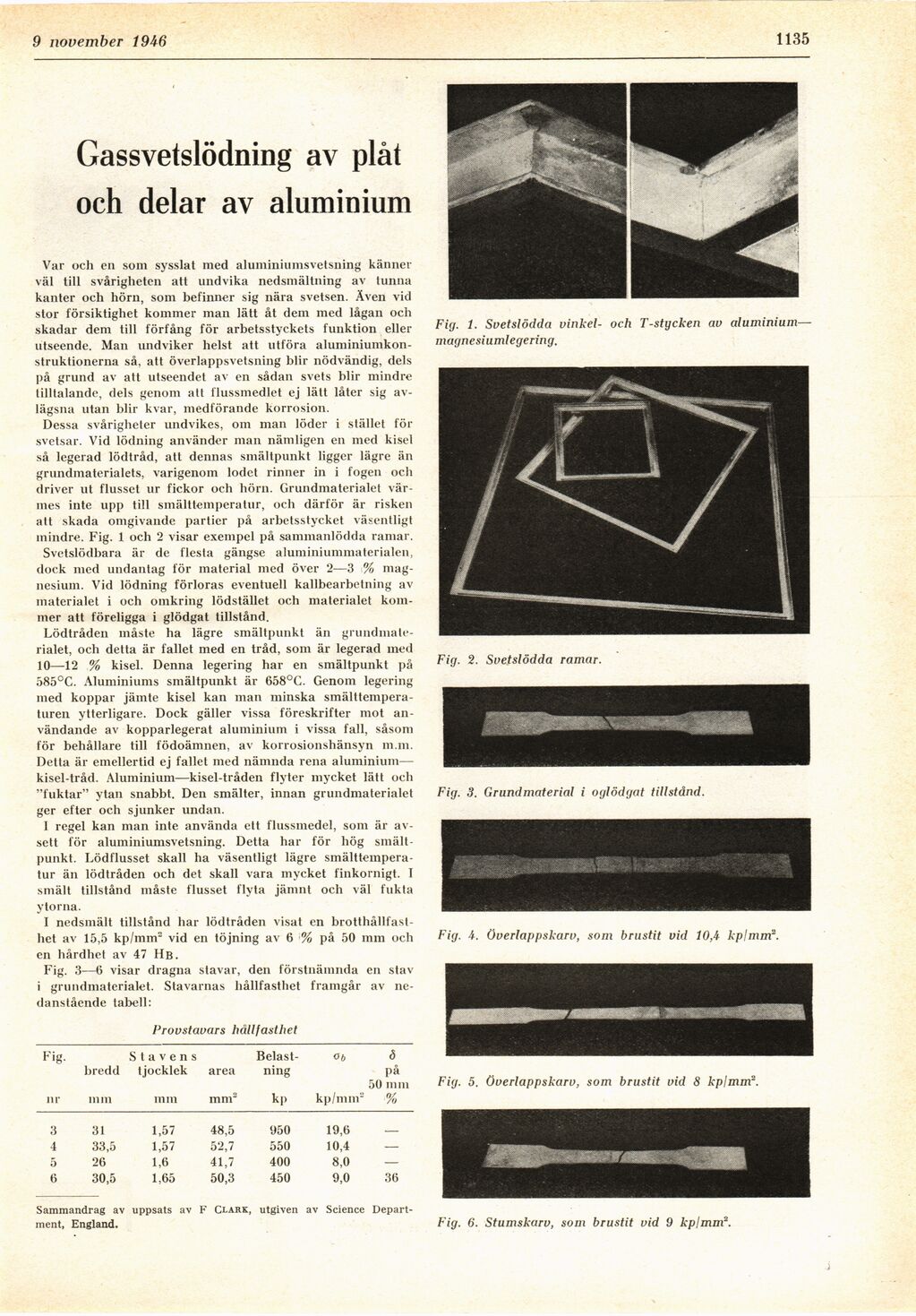
mindre. Fig. 1 och 2 visar exempel på sammanlödda ramar.
Svetslödbara är de flesta gängse aluminiummaterialen,
dock med undantag för material med över 2—3 %
magnesium. Vid lödning förloras eventuell kallbearbetning av
materialet i och omkring lödstället och materialet
kommer att föreligga i glödgat tillstånd.
Lödtråden måste ha lägre smältpunkt än
grundmaterialet, och detta är fallet med en tråd, som är legerad med
10—12 % kisel. Denna legering har en smältpunkt på
585°C. Aluminiums smältpunkt är 658°C. Genom legering
med koppar jämte kisel kan man minska
smälttempera-turen ytterligare. Dock gäller vissa föreskrifter mot
användande av kopparlegerat aluminium i vissa fall, såsom
för behållare till födoämnen, av korrosionshänsyn m.m.
Detta är emellertid ej fallet med nämnda rena aluminium—
kisel-tråd. Aluminium—kisel-tråden flyter mycket lätt och
"fuktar" ytan snabbt. Den smälter, innan grundmaterialet
ger efter och sjunker undan.
I regel kan man inte använda ett flussmedel, som är
avsett för aluminiumsvetsning. Detta har för hög
smältpunkt. Lödflusset skall ha väsentligt lägre
smälttemperatur än lödtråden och det skall vara mycket finkornigt. I
smält tillstånd måste flusset flyta jämnt och väl fukta
ytorna.
I nedsmält tillstånd har lödtråden visat en
brotthållfasthet av 15,5 kp/mm2 vid en töjning av 6 % på 50 mm och
en hårdhet av 47 Hb.
Fig. 3—6 visar dragna stavar, den förstnämnda en stav
i grundmaterialet. Stavarnas hållfasthet framgår av
nedanstående tabell:
Provstavars hållfasthet
Fig. Stavens Belast- Ob à
bredd tjocklek area ning på
50 mm
nr mm mm mm2 kp kp/ninr %
3 31 1,57 48,5 950 19,6 _
4 33,5 1,57 52,7 550 10,4 —
5 26 1,6 41,7 400 8,0 —
6 30,5 1,65 50,3 450 9,0 36
Sammandrag av uppsats av F Clark, utgiven av Science
Department, England.
Fig. 1. Svetslödda vinkel- och T-stycken av aluminium—
magnesiumlegering.
Fig. 2. Svetslödda ramar.
Fig. 3. Grundmaterial i oglödgat tillstånd.
Fig. 4. Överlappskarv, som brustit vid 10,4 kpjmm2.
Fig. 5. överlappskarv, som brustit vid 8 kpjmm2.
Fig. 6. Stumskarv, som brustit vid 9 kpjmm2.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}