
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk. Tidskrift
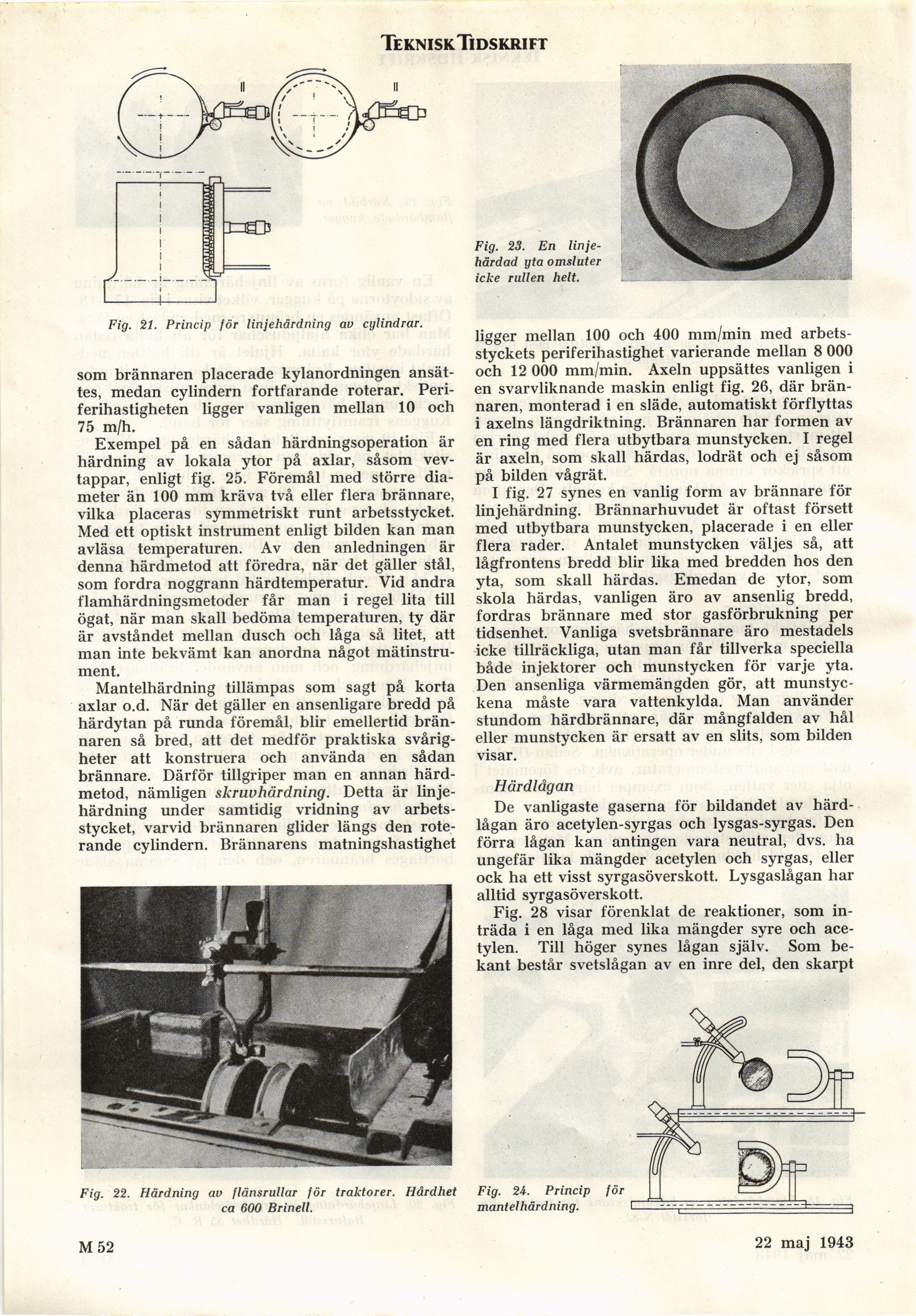
Fig. 21. Princip för linjehärdning av cylindrar.
som brännaren placerade kylanordningen
ansät-tes, medan cylindern fortfarande roterar.
Periferihastigheten ligger vanligen mellan 10 och
75 m/h.
Exempel på en sådan härdningsoperation är
härdning av lokala ytor på axlar, såsom
vevtappar, enligt fig. 25. Föremål med större
diameter än 100 mm kräva två eller flera brännare,
vilka placeras symmetriskt runt arbetsstycket.
Med ett optiskt instrument enligt bilden kan man
avläsa temperaturen. Av den anledningen är
denna härdmetod att föredra, när det gäller stål,
som fordra noggrann härdtemperatur. Vid andra
flamhärdningsmetoder får man i regel lita till
ögat, när man skall bedöma temperaturen, ty där
är avståndet mellan dusch och låga så litet, att
man inte bekvämt kan anordna något
mätinstrument.
Mantelhärdning tillämpas som sagt på korta
axlar o.d. När det gäller en ansenligare bredd på
härdytan på runda föremål, blir emellertid
brännaren så bred, att det medför praktiska
svårigheter att konstruera och använda en sådan
brännare. Därför tillgriper man en annan
härdmetod, nämligen skruvhärdning. Detta är
linjehärdning under samtidig vridning av
arbetsstycket, varvid brännaren glider längs den
roterande cylindern. Brännarens matningshastighet
Fig. 23. En
linje-härdad yta omsluter
icke rullen helt.
ligger mellan 100 och 400 mm/min med
arbetsstyckets periferihastighet varierande mellan 8 000
och 12 000 mm/min. Axeln uppsättes vanligen i
en svarvliknande maskin enligt fig. 26, där
brännaren, monterad i en släde, automatiskt förflyttas
i axelns längdriktning. Brännaren har formen av
en ring med flera utbytbara munstycken. I regel
är axeln, som skall härdas, lodrät och ej såsom
på bilden vågrät.
I fig. 27 synes en vanlig form av brännare för
linjehärdning. Brännarhuvudet är oftast försett
med utbytbara munstycken, placerade i en eller
flera rader. Antalet munstycken väljes så, att
lågfrontens bredd blir lika med bredden hos den
yta, som skall härdas. Emedan de ytor, som
skola härdas, vanligen äro av ansenlig bredd,
fordras brännare med stor gasförbrukning per
tidsenhet. Vanliga svetsbrännare äro mestadels
icke tillräckliga, utan man får tillverka speciella
både injektorer och munstycken för varje yta.
Den ansenliga värmemängden gör, att
munstyckena måste vara vattenkylda. Man använder
stundom härdbrännare, där mångfalden av hål
eller munstycken är ersatt av en slits, som bilden
visar.
Härdlågan
De vanligaste gaserna för bildandet av
härdlågan äro acetylen-syrgas och lysgas-syrgas. Den
förra lågan kan antingen vara neutral, dvs. ha
ungefär lika mängder acetylen och syrgas, eller
ock ha ett visst syrgasöverskott. Lysgaslågan har
alltid syrgasöverskott.
Fig. 28 visar förenklat de reaktioner, som
inträda i en låga med lika mängder syre och
acetylen. Till höger synes lågan själv. Som
bekant består svetslågan av en inre del, den skarpt
Fig. 22. Härdning av flänsrullar för traktorer. Hårdhet
ca 600 Brinell.
Fig. 2i. Princip
mantelhärdning.
M 52
20 mars 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}